
Износостойкость деталей в первую очередь обеспечивается повышенной твердостью поверхности [1]. Установлено, что в результате лазерной термообработки на поверхности сталей и сплавов формируются слои с повышенной микротвердостью [2]. Следовательно, лазерная термообработка должна способствовать увеличению износостойкости поверхностей сталей и сплавов.
В ряде работ приводятся положительные результаты исследования влияния лазерного облучения на износостойкость поверхностей сталей и сплавов [3-5].
В ходе экспериментов нами проведены испытания лопаток газотурбинного двигателя, выполненных из сплава ЭП109, на износ, который обусловлен циклическими термическими и вибрационными нагрузками. Блок-схема сравнительных виброиспытаний лопаток на износ приведена на рис. 1, где 1 – электродинамический вибратор, 2 – элемент натурного диска, 3 – лопатки турбины, 4 – направление возбуждения колебаний.
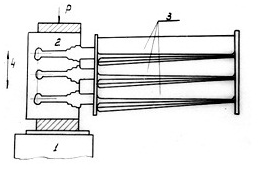
Рисунок 1. Блок-схема сравнительных стойкостных виброиспытаний
лопаток на износ
Для создания относительных перемещений контактных поверхностей система лопаток возбуждается вибратором и вводится в резонансные колебания с частотой до 200 Гц. Характер колебаний лопаток по разработанной методике оказывается близким к реальным колебаниям лопаток в двигателе (задавался заказчиком предприятия). Для оценки величины износа до и после испытаний замерялись размеры контактных поверхностей бандажных полок лопаток.
Износ оценивался по величине выработки на контактных поверхностях средней лопатки системы, т.к. характер нагружений, которым она подвергается в процессе испытаний, оказывается близким к тем, которые испытывает лопатка в процессе работы двигателя. Амплитуда колебаний равна 6 мм. Перед испытанием на износостойкость проводилось облучение лопаток лазером в различных режимах.
Режимы лазерной обработки без оплавления поверхности: плотности мощности излучения q1 = 3·104 Вт/см2; q2 = 5·104 Вт/см2; q3 = 7·104 Вт/см2; q4 = 9·104 Вт/см2; длительность импульсов τ = 1,5·10-3с, в качестве поглощающего покрытия использована сажа.
На рис. 2 показана зависимость скорости изнашивания сплава ЭП109 от плотности мощности лазерного излучения. Очевидно, что скорость изнашивания контактных поверхностей лопаток в результате лазерной термообработки уменьшается в 2,25 раза при лазерной обработке с плотностью мощности излучения 5·104 Вт/см2.
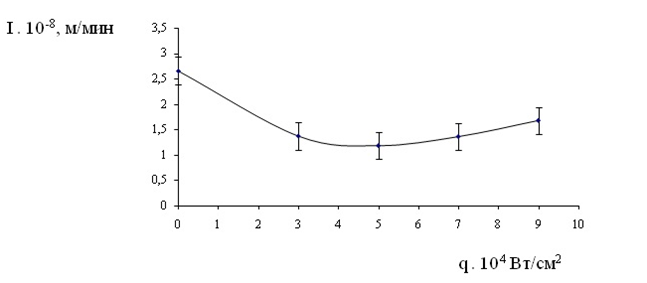
Рисунок 2. Зависимость скорости изнашивания сплава ЭП109 от плотности мощности лазерного излучения
Эффект упрочнения поверхности сплава ЭП109 после лазерного облучения без оплавления поверхности объясняется образованием в поверхностном слое более дисперсных структур за счет высоких скоростей охлаждения.
Представляет интерес изучение влияния лазерного облучения с оплавлением поверхности и введением легирующего компонента на износостойкость материала лопаток газотурбинного двигателя.
Эксперимент проводился на 9 образцах, амплитуда колебаний 6 мм, время испытаний 15 мин. Контактные поверхности бандажных полок покрывались алюминидом кобальта, лазерная обработка осуществлялась при плотностях мощности излучения q1 = 2·105 Вт/см2, q2 = 3·105 Вт/см2; q3 = 5·105 Вт/см2 длительности импульса излучения 1,5·10-3с.
Наименьший износ наблюдается на облученных образцах при плотности мощности лазерного излучения в зоне обработки 3·105 Вт/см2 (рис.3).
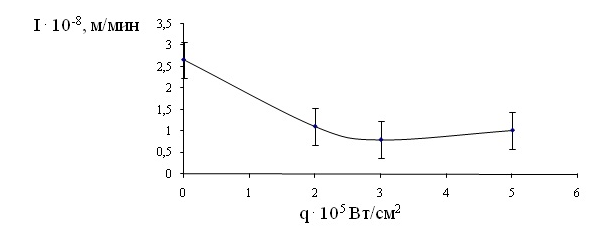
Рисунок 3. Зависимость скорости изнашивания сплава ЭП109 после лазерного легирования от плотности мощности лазерного излучения
Поскольку установлено значение плотности мощности, при котором величина износа наименьшая (3·105 Вт/см2), исследовалась зависимость величины износа от продолжительности испытаний при сохранении всех параметров лазерного воздействия (q = 3·105 Вт/см2, длительность импульса 1,5·10-3 с, расстояние до источника излучения 245 мм), доведя время испытаний до 60 минут. Результаты показаны на рис.4.
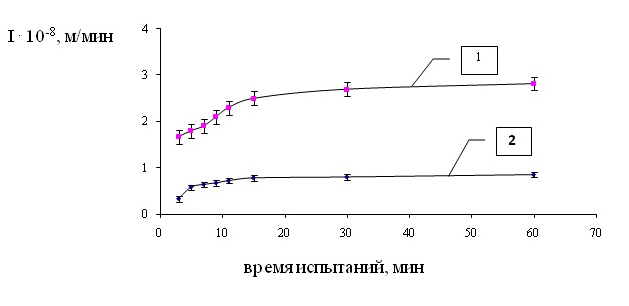
Рисунок 4. Зависимость скорости изнашивания сплава ЭП109 от продолжительности испытаний: 1 – кривая износа контактных поверхностей необлученных лопаток; 2 – кривая износа контактных поверхностей лопаток после лазерного облучения с введением алюминида кобальта.
С целью подтверждения стабильности результатов облучались лопатки в количестве 90 штук: плотность мощности лазерного излучения в зоне обработки 3·105 Вт/см2, длительность импульса излучения – 1,5·10-3 с, покрытие – Со3Аl2. Испытания проводились в течение 60 минут. Результаты представлены в таблице 31. Каждое значение величины износа исследованных образцов является средним арифметическим трех измерений. Изменение износа достаточно стабильно. Среднее значение скорости изнашивания составляет на необлученных лопатках – 2,79 ± 0,43·10-8 м/мин, на облученных – 0,82 ± 0,42·10-8 м/мин. Таким образом, лазерное облучение поверхности лопаток приводит к снижению скорости изнашивания ≈ 3,4 раза. Обработка велась при небольших плотностях мощности излучения, поэтому повышение износостойкости можно объяснить и улучшением микрорельефа поверхности, увеличением плотности поверхностного слоя.

Рисунок 5. Лопатка ГТД с облученным участком
Лазерное легирование позволяет получать на поверхности сплавов слои с повышенной твердостью и износостойкостью, что за счет создания сплава, отличающегося от матричного материала химическим составом.
Полученные результаты позволяют сделать вывод о целесообразности разработки технологического процесса лазерного упрочнения лопаток ГТД с введением в поверхностный слой алюминида кобальта, изготовленных из сплава ЭП109, что влечет увеличение ресурса работы двигателя и соответствующие технологические выгоды.
Список литературы:
- Материаловедение и технология материалов: учебник / Г.П. Фетисов [и др.] – М.: Высшая школа, 2002. – 638 с.
- Шлякова, Е.В. Повышение стойкости к коррозии и износу поверхностей изделий из жаропрочных сталей и сплавов методом лазерной обработки: дис. …канд. тех. наук: защищена 30.06.2009: утв. 9.10.2009 / Е.В. Шлякова. – Омск: Изд-во ОмГТУ, 2009. – 152 с.
- Методы испытаний на трение и износ / Л.И. Куксенова [и др.] – М.: Интермет Инжиниринг, 2001. – 152 с.
- Куксенова Л.И. Задачи инженерии поверхности при формировании износостойкого структурного состояния металлических материалов /Л.И. Куксенова, Л.М. Рыбакова, В.Г. Лаптева // МиТОМ – № 7. С. 41-48
- Кикин Ю.А. Повышение теплостойкости и износостойкости быстрорежущих сталей лазерным ударно-волновым воздействием / Ю.А. Кикин, А.И. Пчелинцев, Е.Е. Русин // Физика и химия обработки материалов. – 2003. № 5.[schema type=»book» name=»ИССЛЕДОВАНИЕ ВЛИЯНИЯ ЛАЗЕРНОЙ ОБРАБОТКИ НА ИЗНОСОСТОЙКОСТЬ ЖАРОПРОЧНЫХ СТАЛЕЙ И СПЛАВОВ» description=»Рассматривается влияние лазерной термообработки и лазерного легирования на износостойкость сплавов на никелевой основе, показана зависимость скорости изнашивания поверхностей сплавов от параметров процесса.» author=»Шлякова Елена Валериевна, Толмачева Наталья Александровна» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-03-14″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_30.05.2015_05(14)» ebook=»yes» ]