
Конкурентоспособность выпускаемой продукции, в том числе и машиностроительной, экономия энергетических и материальных ресурсов, обеспечение эксплуатации и ремонта теплоэнергетического оборудования, имеют решающее значение на современном этапе экономического развития.
В связи с этим восстановление труб для последующего их использования в качестве заготовок машиностроения [2,9], как, например, в производстве втулок, колец, полых валов, очистка труб при ремонте скважин нефтяных и газовых месторождений [6,8], удаление отложений с внутренней поверхности труб теплообменных агрегатов, являются актуальными техническими задачами.
Однако реализация всех перечисленных задач невозможна без проведения мероприятий по обработке внутренней поверхности труб с целью удаления дефектных слоев различных технологических отложений и обеспечения требуемого качества их внутренней поверхности.
Среди широкого количества методов обработки внутренней поверхности труб широкое место получил механический метод с использованием шарошечного инструмента [5,7]. Следует отметить, что данный метод получил широкое распространение также в процессе ремонта и обслуживания теплообменного оборудования и котельных агрегатов.
Реализуется данный метод путем применения специализированных установок, включающих в свой состав следующие основные элементы: привод, передаточный элемент (как правило, жесткий или гибкий вал), а также обрабатывающий инструмент.
Так при очистке труб с внутренним диаметром от 60 до 125 мм может быть использован инерционно-ударный инструмент с синхронно раскрывающимися рабочими элементами [10], представленный на рис. 1.
Преимущества данного инструмента заключаются в том, что ось каждого рабочего элемента 6 с обеих сторон имеет по серьге 5 закрепленной на соответствующем подвижном диске 3, происходит одновременное и симметричное раскрытие всех рабочих элементов 6. Вследствие этого при отрыве одного или двух элементов от поверхности отложения возникает суммарная центробежная сила, действующая на корпус чистящей головки в радиальном направлении к центру трубы. За счет этого повышается его устойчивость, а следовательно, равномерность и эффективность обработки.
Однако эффективное применение данного метода и оборудования невозможно при отсутствии обоснованной методики расчета технологических режимов работы оборудования, важнейшим параметром которых является мощность, потребляемая в процессе обработки [3,4].

Было выявлено, что на мощность обработки инструмента с синхронно раскидывающимися очистными элементами оказывает влияние множество факторов. В результате поисковых экспериментов было изучено влияние ряда факторов на технико-экономические показатели процесса обработки. Среди множества конструкционно-технологических факторов при фиксированной прочности материала отложений, были выявлены следующие:

Для исследования совокупного влияния этих факторов использовался метод математического планирования по плану ЦКОП 24 [1]. Результаты эксперимента были обработаны на ЭВМ с помощью программы MathCAD 13.
На основе априорной информации предполагалось, что в исследуемой области параметров обработки, целевую функцию можно адекватно описать полиномом второго порядка [1]:
![]() . (1)
. (1)
где у — расчетное значение функции отклика; b0 — свободный коэффициент; bi — коэффициенты при линейной зависимости;
bij — коэффициенты при парном взаимодействии факторов; bii — коэффициенты при квадратичных эффектах; xi — линейный эффект; xi∙xj — эффект парного взаимодействия; xi 2 — квадратичный эффект.
В результате обработки экспериментальных данных было получено уравнение регрессии, которое позволило определить зависимость целевой функции мощности обработки, которая в натуральном выражении имеет следующий вид:
 (2)
(2)
Графические зависимости мощности, потребляемой приводом главного движения от конструктивно-технологических параметров, представлены на рис.2.
Зависимость потребляемой мощности от частоты вращения инструмента при остальных фиксированных параметрах показывает квадратичный характер её изменения.
На рис. 2, а изображена поверхность, описывающая функцию ![]() , при фиксированных значениях длины зубца шарошки
, при фиксированных значениях длины зубца шарошки
b = 40 мм и диаметре трубы DВн = 82 мм. Из анализа графиков установлено, что с увеличением частоты вращения инструмента от 1293 до 2707 об/мин происходит увеличение мощности, потребляемой приводом от 200 до 1200 Вт, при этом зависимость целевой функции от параметра n носит слабо выраженный нелинейный характер, так как коэффициент при линейном эффекте почти в 5 раз больше квадратичного.
Изменение скорости подачи от 293 до 1707 при n = 2000 об/мин приводит к увеличению потребляемой мощности на 9% с 525 до 575 Вт. Зависимость потребляемой мощности от фактора близка к линейной.
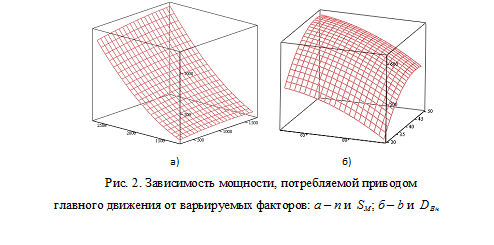
Из графиков изменения потребляемой мощности от длины зубца шарошки b (рис. 1, б) очевидно, что данная зависимость имеет нелинейный характер, о чём говорят коэффициенты при соответствующих переменных. Изменение потребляемой мощности на всём рассматриваемом диапазоне возрастания длины зубца рабочего элемента при об/мин составляет 3,4%, с 175 до 181 Вт. С изменением параметра b от минимального до максимального значения при об/мин происходит увеличение потребляемой мощности на 12 %. В центральной точке плана эксперимента рост мощности составил 14% с 512 до 582 Вт.
Из графика функции , представленного на рис. 2, б, очевидно, что увеличение диаметра очищаемой трубы с 76 до 88 мм приводит к повышению мощности, потребляемой приводом на 13–15%, при значениях частоты вращения 1500 и 2500 об/мин соответственно. Зависимость потребляемой мощности от величины внутреннего диаметра очищаемой трубы при остальных фиксированных параметрах показывает также нелинейный характер изменения целевой функции от DВн.
Результаты обработки экспериментальных данных по определению потребляемой мощности подтверждают справедливость теоретических исследований [4] о влиянии конструктивно-технологических факторов на целевую функцию:
– эффект повышения мощности обработки при увеличении частоты вращения и внутреннего диаметра очищаемой трубы обусловлен ростом усилия прижатия рабочего элемента к поверхности отложения, а следовательно, увеличением момента сопротивления движению рабочего элемента;
– увеличение значений параметров b также приводит к росту потребляемой мощности, что объясняется возникновением дополнительных сопротивлений при движении шарошки. Рост сопротивления движению во вращательном движении инструмента с увеличением параметра SМ объясняется увеличением усилия прижатия торцевой части рабочего элемента к отложению в направлении оси трубы, что позволяет нам в данном случае провести некоторую аналогию с процессом сверления. Такое поведение целевой функции было подтверждено теоретическими исследованиями.
Практическая значимость представленных результатов обоснована тем, что полученные регрессионные и графические зависимости могут быть использованы в методике расчета технологических режимов обработки, а также при проектировании установок и выборе приводных устройств для обрабатывающего инструмента.
Список литературы:
- 1. Ахназарова, С. Л. Методы оптимизации эксперимента в химической технологии : учеб. пособие / С. Л. Ахназарова, В. В. Кафаров. – 2-е изд., перераб и доп. – М. : Высшая школа, 1985. – 327 с.
- Афонькин М. Г. Производство заготовок в машиностроении /
М. Г. Афонькин, М. В. Магницкая. – Л. : Машиностроение, 1987. – 256 с. : ил. - Бондаренко, В. Н. Исследование процесса разрушения накипи и отложений при очистке труб теплообменных агрегатов чистящими головками с инерционно раскрывающимися очистными элементами /
В. Н. Бондаренко, И. Р. Бондаренко, Д. Ю. Волков // Вест. Брян. гос. ун-та. – 2010. – № 2 (26). – С. 55–59. - Волков, Д. Ю. Определение мощности привода в технологии очистки труб теплообменного оборудования от отложений / Д. Ю. Волков,
И. Р. Бондаренко, В. Н. Бондаренко // Вестник БГТУ им. В. Г. Шухова. – 2010. – № 2. – С. 97–99. - Каталог оборудования для очистки котлов и теплообменников от накипи и отложений / Научно-техническое предприятие “Сплавы-сервис”. – Белгород, 2002. – 22 с.
- Масловский, В. В. Основы технологии ремонта газового оборудования и трубопроводных систем : учеб. пособие / В. В. Масловский,
И. И. Капцов, И. В. Сокруто. – Изд. 2-е, стер. – М. : Высшая школа, 2007. – 320 с. – (Для высших учебных заведений). - Методические указания по безреагентным способам очистки теплообменного оборудования от отложений : РД 153 — 34.1 — 37.410 — 00. – М. : АООТ “ВТИ”, 2000. – 22 с.
- Омельянюк, М. В. Разработка технологии гидродинамической кавитационной очистки труб от отложений при ремонте скважин [Электронный ресурс] : дис. … канд. техн. наук : 25.00.15, 05.02.13 /
М. В. Омельянюк ; науч. рук. В. П. Родионов. – Краснодар, 2004. – (Из фондов Российской Государственной библиотеки). – Режим доступа : - Схиртладзе, А. Г. Проектирование и производство заготовок : учеб. для студентов вузов / А. Г. Схиртладзе, В. П. Борискин, А. В. Макаров. – Старый Оскол, 2006. – 448 с.
- Чистящая головка : пат. 93311 Рос. Федерация : МПК В08В 9/27 /
И. Р. Бондаренко, В. Н. Бондаренко, А. С. Чурносов ; патентообладатель Гос. образоват. учреждение высш. проф. образования «БГТУ
им. В. Г. Шухова». – № 2009126714/22 ; заявл. 13.07.09 ; опубл. 27.04.10, Бюл. № 12. – 2 с.[schema type=»book» name=»ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ МОЩНОСТИ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ ИНЕРЦИОННО-УДАРНЫМ ИСТРУМЕНТОМ» description=»На основании экспериментальных исследований получена регрессионная зависимость мощности развиваемой приводом в процессе обработки внутренней поверхности труб с целью удаления технологических отложений инструментом инерционно-ударного действия.» author=»Бондаренко Иван Русланович» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-03-02″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_27.06.2015_06(15)» ebook=»yes» ]