
При проектировании технологического процесса необходимо выбрать станок, обеспечивающий заданные требования к точности изготовления детали. Одним из факторов, определяющих точность изготовления детали, является геометрическая точность станка. Геометрические погрешности станка, являющиеся следствием неточностей, допущенных при изготовлении элементов станка и в процессе их сборки, полностью или частично переносятся на изготавливаемую деталь в виде систематических погрешностей.
Величины погрешностей геометрической точности станка определяются путем его проверок в ненагруженном состоянии и регламентируются соответствующими стандартами. В результате проверок станку присваивается тот или иной класс точности, который указывается в паспорте станка.
Класс точности станка показывает точность движения, точность взаимного положения и движения, точность позиционирования рабочих органов, кинематическую точность, точность геометрической формы базовых поверхностей, определяющих положение заготовки и инструмента, точность направляющих поверхностей станка.
Однако класс точности станка непосредственно не показывает точность изготовления детали, т.е. точность размеров, точность формы и точность относительного положения поверхностей детали.
Для определения точности изготовления детали по классу точности станка необходимо знать связи между нормами геометрической точности станка и показателями точности детали.
Чтобы решить эту задачу воспользовались модульным принципом построения машиностроительного производства, предложенным проф. Б.М. Базровым. За предмет производства на станке был принят модуль поверхностей (МП) детали, под которым понимается сочетание поверхностей или отдельная поверхность, предназначенная выполнять определенную служебную функцию детали [1]. Классификация МП насчитывает двадцать шесть видов МП, разделенных на три класса по служебному признаку: базирующие, рабочие и связующие МП. Главными преимуществами МП являются ограниченная номенклатура, постоянство конструкций и независимость конструкций МП от технологии изготовления.
Такой подход позволил четко сформулировать понятие «технологические возможности станка», под которыми понимается способность станка изготавливать перечень конструкций МП с определенными диапазонами значений размеров, точности и шероховатости поверхностей у деталей с определенными габаритными размерами [3].
Была разработана методика определения технологических возможностей станка, которая включает определение конструкций МП, изготавливаемых на станке и определение максимальной точности их изготовления на станке.
Максимальная точность изготовления МП определяется геометрической точностью станка, поскольку на чистовых режимах обработки действие других факторов незначительно. Однако геометрическая точность станка также не отражает точность изготовления МП.
В связи с этим были установлены связи между показателями геометрической точности станка и показателями точности МП и предложена методика определения максимальной точности изготовления МП на станке, которая состоит из следующих этапов:
- Описание точности МП, изготавливаемых на станке и показателей геометрической точности станка;
- Определение показателей геометрической точности станка, влияющих на каждый показатель точности МП;
- Составление расчетных схем, показывающих влияние геометрических погрешностей станка на каждый показатель точности МП;
- Расчет максимальной точности изготовления МП по каждому показателю.
Рассмотрим конкретный пример. Пусть требуется определить максимальную точность изготовления МПБ312 на токарно-карусельном одностоечном станке модели 1516Ф3. Конструкция МПБ312, состоящая из цилиндрической поверхности и перпендикулярного ей торца с показателями точности показана на рис.1.
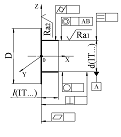
Рисунок 1. Чертеж МПБ312 с показателями точности
Точность конструкции МПБ312 (рис.1) описывается точностью размеров: диаметра (ITd) и длины (ITl) цилиндрической поверхности, точностью формы цилиндрической поверхности (отклонение профиля продольного сечения, отклонение от цилиндричности, отклонение от круглости) и торца (отклонение от плоскостности), точностью относительного положения поверхностей (отклонение от соосности, отклонение от перпендикулярности), шероховатостью цилиндрической поверхности (Ra1) и торца (Ra2). Точность относительного положения МПБ312 описывается точностью трех линейных (X,Y,Z) и трех угловых (φ,ψ,θ) размеров, связывающих координатные системы МПБ312 и базового МП.
В соответствии со стандартом [2] геометрическая точность токарно-карусельного одностоечного станка характеризуется двенадцатью показателями, которые оказывают влияние на точность изготовления детали. К ним относятся: плоскостность и торцовое биение рабочей поверхности планшайбы, радиальное биение центрирующей поверхности отверстия или боковой поверхности планшайбы, параллельность направления перемещения поперечины относительно оси вращения планшайбы и другие.
Установим показатели геометрической точности токарно-карусельного станка 1516Ф3 класса точности Н, влияющие на отклонение от перпендикулярности торца МПБ312 (рис.1).
Такими показателями являются прямолинейность и перпендикулярность траектории перемещения верхнего суппорта к оси вращения планшайбы, а также прямолинейность и перпендикулярность траектории перемещения ползуна бокового суппорта к оси вращения планшайбы. В таблице 1 указаны допустимые отклонения этих показателей.
Таблица 1.
Влияние погрешностей станка на точность МПБ312
| №
п/п |
Погрешность МПБ312 | Обоз-наче-ние | Геометрические погрешности токарно-карусельного станка | Обоз-наче-ние | Допуск, мкм/длина, мм |
| 1. | Отклонение от перпен-дику-лярности торца | 1. Отклонение от прямолинейности и перпендикулярности траектории перемещения верхнего суппорта к оси вращения планшайбы; | 30/1000 | ||
| 2. Отклонение от прямолинейности и перпендикулярности траектории перемещения ползуна бокового суппорта к оси вращения планшайбы. | 60/1000 |
Таким образом, отклонение от перпендикулярности торца МПБ312 есть функция от двух погрешностей станка:
![]() (1)
(1)
Рассмотрим влияние отклонения от прямолинейности и перпендикулярности траектории перемещения ползуна бокового суппорта к оси вращения планшайбы токарно-карусельного станка 1516Ф3 на отклонение от перпендикулярности торца МПБ312 (рис.2).
Рисунок 2. Схема влияния погрешности станка на точность МПБ312
На основе представленной схемы (рис.2) была выведена формула для расчета величины отклонения от перпендикулярности торца МПБ312, возникающей под действием отклонения от прямолинейности и перпендикулярности траектории перемещения ползуна бокового суппорта к оси вращения планшайбы:
[мм], 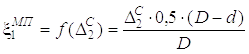 (2)
(2)
где: D – диаметр торца МПБ312, мм; d – диаметр цилиндрической поверхности МПБ312, мм; ![]() – отклонение от прямолинейности и перпендикулярности траектории перемещения ползуна бокового суппорта к оси вращения планшайбы, мм.
– отклонение от прямолинейности и перпендикулярности траектории перемещения ползуна бокового суппорта к оси вращения планшайбы, мм.
Подставляя в полученную формулу числовые значения параметров, получим величину отклонения от перпендикулярности торца МПБ312.
Аналогичным образом составляется схема влияния и выводится формула для расчета величины отклонения от перпендикулярности торца МПБ312, возникающей под действием отклонения от прямолинейности и перпендикулярности траектории перемещения верхнего суппорта к оси вращения планшайбы.
Рассмотренный пример показывает, что разработанная методика, основанная на использовании основных принципов модульной технологии, позволяет с высокой точностью определять максимальную точность изготовления МП деталей на станке по нормам геометрической точности станка.
Список литературы:
- Базров Б.М. Модульная технология в машиностроении. – М.: Машиностроение, 2001. – 368 с.
- ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости. Изд-во стандартов. – 1994. – 40 с.
- Сахаров А.В. Установление технологических возможностей станков для проектирования технологических процессов и обоснования производственной программы: дис. … канд. техн. наук. Москва. 2012. 135 с.[schema type=»book» name=»УСТАНОВЛЕНИЕ МАКСИМАЛЬНОЙ ТОЧНОСТИ ИЗГОТОВЛЕНИЯ МОДУЛЕЙ ПОВЕРХНОЧТЕЙ ДЕТАЛЕЙ ПО НОРМАМ ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ СТАНКА» description=»Рассмотрен вопрос определения максимальной точности изготовления модулей поверхностей деталей по нормам геометрической точности на примере токарно-карусельного станка.» author=»Сахаров Александр Владимирович, Арзыбаев Алмазбек Момунович, Родионова Наталья Анатольевна» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-02-07″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_29.08.15_08(17)» ebook=»yes» ]