
Для решения задач по разработке высокопроизводительных технологий обработки отверстий шпиндельной оси корпусных деталей станков, которые бы привели к достижению более высокой точности расточенных отверстий и более эффективного использования возможностей техники и труда рабочих необходимо искать новые пути обработки корпусных деталей с целью повышения эффективности производства. Одним из таких путей является совершенствование существующих и создание новых методов обработки в машиностроении.
Все способы повышения эффективности обработки объединяют по трем направлениям:
- повышение качества технологической системы;
- управление ходом технологического процесса.
Производственный опыт и общие правила конструирования не всегда обеспечивают получение годных отливок в условиях ужесточения технических требований к литым деталям, что особенно недопустимо в период экономической нестабильности и упадка производства.
Поэтому уже на заготовительных операциях следует уделять внимание на все возможные методы повышения эффективности при изготовлении деталей. В работе [2, с. 315] изучены процессы охлаждения тяжелых отливок в форме, формирования в них временных и остаточных напряжений, а также коробления отливок при обработке и последующем старении детали. В результате на всеобщее обозрение в этих работах был представлен комплекс инженерных методов расчета технологичности конструкции тяжелых и уникальных станочных отливок [2, с. 288], включающий в себя расчеты опасности образования трещин в отливках, оптимального времени выдержки отливок в форме и минимально необходимой длительности процесса старения.
Переходы технологического процесса и режимы резания определяют на этапе проектирования планов обработки поверхностей.
Основной подход к решению поставленной задачи исходит из двух направлений: технологическое обеспечение параметров поверхностного слоя деталей, определяющих их эксплуатационные свойства; непосредственное обеспечение эксплуатационных свойств деталей машин. В этом случае эксплуатация деталей рассматривается как заключительная часть технологического процесса, что позволяет в значительной мере снизить себестоимость изготовления и обеспечить требуемые надежность и долговечность.
Среди созданных новых инструментальных материалов — новые марки традиционных материалов и ряд марок, впервые освоенных в нашей стране композиционных материалов, особое внимание занимают оксидная, оксидно-карбидная, оксидонитридная (картенит), нитридная (силинит) керамика и др. Именно эти материалы в последнее время находят широкое применение при чистовой обработке материалов, в том числе чугуна, что позволяет повысить скорость резания до 2000 м/мин.
Одним из путей повышения точности обработки детали является уменьшение ее деформации от действия внешних сил, под которыми понимают силы резания и закрепления. Для приближенной оценки пластических прогибов стенок корпусной детали используют расчет:
![]() , (1)
, (1)
где w о — прогиб пластины при упругопластическом деформировании;
w у — прогиб пластины для соответствующей упругой задачи; С — коэффициент работы и энергии при упругом деформировании.
Соединив этот метод с расчетом упругих смещений пространственных конструкций по наиболее точному и универсальному методу конечных элементов [8, с. 326], можно приблизительно рассчитать и пластические деформации корпусных деталей, определить направление прогибов стенок заготовки. Пластические деформации можно приближенно оценивать как функцию от упругих деформаций.
Для управления податливостью технологической системы широко применяют адаптивные системы [1, с. 115]. Однако специфика конструкции и чрезвычайно высокие требования к геометрической точности координатно-расточных станков затрудняет использование в них адаптивных систем управления. Поэтому наиболее эффективным вариантом повышения точности обработки отверстий, является использование технологической оснастки — устройств управления жесткостью (рисунок 1). Неравномерная жесткость подобных устройств в сочетании с жесткостью станка обеспечивает прямолинейный характер оси податливости технологической системы.
Использование устройств управления жесткости на этапе получистового растачивания затруднено, в основном по причине возникновения интенсивных высокочастотных колебаний. Наибольший эффект достигается при применении его при чистовом растачивании (рисунок 2). Отклонение от соосности в этом случае уменьшается почти в два раза по сравнению с традиционным растачиванием.
В промышленности обычно применяют три способа уменьшения погрешностей обработки, возникающих в результате пластического деформирования заготовки под действием силы резания: 1) повышение жесткости закрепления заготовки с помощью специальных подводимых опор; 2) уменьшение силы резания путем управления режимом резания; 3) введение дополнительных (выхаживающих) рабочих ходов.
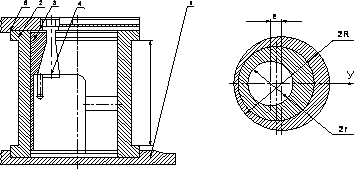
Рисунок 1. Устройство управления жесткостью
1 –плита; 2, 3 – стакан эксцентриковый; 4 – конус; 5 – верхняя плита
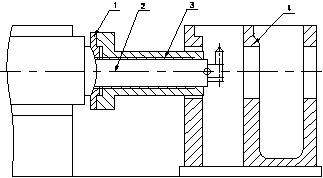
Рисунок 2. Способ увеличения жесткости расточной оправки
1 – фланец шпинделя; 2 – выдвижной шпиндель; 3 – гильза
Применение на отделочно-расточных станках (ОРС) расточных оправок со встроенными виброгасителями позволяет значительно увеличить допустимую податливость подсистемы «шпиндель — расточная оправка» (ПШО). Особенно эффективны многомассовые виброгасители [4, с. 29].
С целью повышения производительности отделочно-расточной операции совмещают получистовое и чистовое растачивание, для чего одновременно работающие резцы устанавливают в борштанге под углом один относительно другого так, чтобы получистовой резец опережал чистовой резец на величину 1-2 мм, измеренную вдоль оси борштанги.
Отклонение от соосности уменьшают путем оптимизации размеров расточных оправок по длине [3, с. 20], а также способом увеличения жесткости выдвижной расточной оправки. Анализ литературных источников [5, с. 14; 7, с.24] и производственных данных показал, что в настоящее время применение стандартных приспособлений не обеспечивает обработку шпиндельной оси корпусных деталей с заданными параметрами точности [6, с. 170]. Исследование состояния вопроса позволило отметить, что применение приспособлений с аэростатическими опорами позволит повысить жесткость оправки и в конечном итоге – точность обработки.
Список литературы:
- Адаптивное управление станками / Под ред. Б.С. Балакшина. — М.: Машиностроение, 1973. — 688 с.
- Андреев Г.Н. Проектирование технологической оснастки машиностроительного производства: Учеб. пособие для машиностроит. спец. вузов. – 3-е изд., стер. — М.: Высш. шк., 2001. — 426 с.
- Бромберг Б.М. Повышение степени соосности отверстий в корпусных деталях при чистовом растачивании // Станки и инструмент. 1987. № 10. — С. — 19- 22.
- Кобелев В.М., Копелев Ю.Ф., Ламдон Э.А., Ревва В.Ф. Многомассовый виброгаситель для тонкого растачивания консольными борштангами // Станки и инструмент. 1969. № 9. — С. — 29 — 31.
- Лутьянов А.В. Приспособлениях с аэростатическими опорами для обработки корпусных деталей // СТИН. 2006. № 3. ─ C. ─ 14– 15.
- Лутьянов А.В. Выбор оптимального варианта технологической оснастки. Национальная ассоциация ученых (НАУ) Материалы VII межд. Научно-практической конференции «Отечественная наука в эпоху изменений: постулаты прошлого и теории нового времени»). № 2(7), ч. 3, г. Екатеринбург, 2015 г. — 170 с.
- Смирнов В.А., Чеботаревский А.В. Опыт создания и применения шпинделей на аэростатических опорах для наружного шлифования. Проблемы развития газовой смазки, Часть 2. — М.: Наука, 1972.
- Шлихтинг Г.О. Теория пограничного слоя. — М.: Наука, 1974. — 712 с.[schema type=»book» name=»СПОСОБЫ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ РАСТАЧИВАНИЯ ОСНОВНЫХ ОТВЕРСТИЙ КОРПУСНЫХ ДЕТАЛЕЙ» description=»Целью настоящей работы стал анализ возможности применения технических средств повышения точности растачивания основных отверстий корпусных деталей. Предложены устройства повышения жесткости техно-логической системы в процессе обработки. Результаты подтверждены опытными разработками и производственными испытаниями.» author=»Лутьянов Александр Владимирович, Краско Александр Сергеевич» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2016-12-18″ edition=»euroasia-science_28.04.2016_4(25)» ebook=»yes» ]