
Эксплуатационные свойства деталей машинв значительной степени определяются качеством их рабочихповерхностей. Оно характеризуется шероховатостью, волнистостью[3, с. 30], а также совокупностью физико-механических свойств поверхностного слоя.
Несмотря на микроскопические размеры неровностей, образующих шероховатость, они оказывают существенное влияние на такие свойства деталей и их сопряжений как трение и износ; способность удерживать смазку, контактные деформации; концентрация напряжений и усталостная прочность; надежность прессовых соединений; коррозионная стойкость; контактное сопротивление на сдвиг; электрохимическаянеоднородность поверхности, а также прочность и качество покрытий [1, с. 125].Поэтому технологическое обеспечение заданной шероховатости поверхностей деталей являются важными и ответственными задачами машиностроительного производства.
Шероховатость поверхности детали определяется совокупностью применяемых технологических методов, приемов и режимов обработки. В основном формирование шероховатости поверхности деталей происходит на заключительной стадии обработки. Однако в ряде случаев наблюдается существенное влияние предшествующих технологических операций.
Шероховатость поверхности, например при точении, шлифовании, полировке зависит от режимов обработки, геометрии инструмента, износа режущей кромки, структуры и механических свойств материала детали и инструмента, наличия смазочно-охлаждающей жидкости и др. Изменяя условия обработки, изменяют качество поверхности детали. Вместе с тем возможности достижения оптимальных по условиям эксплуатации параметров качества поверхности деталей при одних способах обработки являются ограниченными, поэтому возникает необходимость разработки и применения альтернативных методов обработки.
Одними из наиболее простых и эффективных методов повышения качества поверхностей деталей являются методы поверхностно — пластическогодеформирования, среди которых важная роль принадлежит алмазному выглаживанию [2,с. 50, 4, с. 225, 5, с. 150].
Преимущество этого метода заключается в том. что при выглаживании происходит уменьшения шероховатости поверхности и одновременно упрочнение поверхностного слоя (повышение микротвердости), а также повышение точности размеров и форм детали.
В качестве инструмента при выглаживании используются наконечники из природного, синтетического алмаза или композитный поликристаллический материал с рабочей поверхностью в виде сферы(рис. 1), конуса или цилиндра. Выглаживатель должен обладать высокой твердостью, низким коэффициентом трения и высокой теплопроводностью.
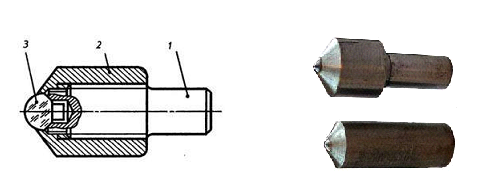
Рис. 1. а) Наконечник для алмазного выглаживания: 1 – наконечник, 2 – оправка приспособления, 3 – кристалл алмаза; б) Внешний вид наконечников.
Выглаживание в большинстве случаев аналогично токарной обработке. Процесс протекает в условиях трения скольжения. Важным условием является наличие смазки и охлаждения.
В Тамбовском государственном техническом университете на кафедре «Компьютерно-интегрированные системы в машиностроении» разработан инструмент-оправка (рис. 2), позволяющий выглаживать наружную поверхность стальных деталей типа «вал». Алмазный наконечник 1с рабочей поверхностью в виде сферы, закрепленный винтом 2 вставлен в подвижный шток 3, который может перемещаться внутри корпуса 4 прямоугольного сечения. Внутри корпуса находится пружина 5. Перемещение штока приводит к сжатию пружины и возникновению силы между алмазным наконечником и обрабатываемой деталью. Инструмент в сборе с пружиной тарируется по образцовому динамометру и позволяет задавать силу прижатия в диапазоне 100-300Н с шагом 50Н.
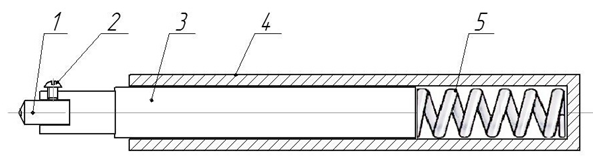
Рис. 2. Оправка для алмазного выглаживания.
Прижатый к обрабатываемой поверхности с силойPв инструмент внедряется в нее на глубину h, в зоне контакта возникают пластические деформации (рис. 3). При этом происходит сглаживание исходной шероховатости, повышается твердость поверхностного слоя, изменяется его микроструктура.
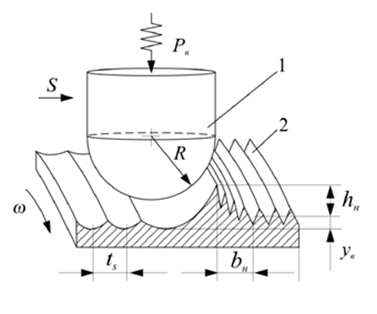
Рис. 3. Схема выглаживания поверхности детали: 1- выглаживатель; 2- обрабатываемая поверхность; R – радиус выглаживателя; ts – шаг подачи; ω – угловая скорость детали.
Экспериментально установлено, что при внедрении индентора выглаживающего инструмента на глубину, превышающую наибольшую высоту неровностей профиля поверхности после чистового точения, начинается оттеснение пластически деформированного металла в направлении подачи S с образованием бокового наплыва высотой hн и шириной bн. Высота неровностей в направлении скорости (продольная шероховатость) обычно значительно меньше, чем высота поперечной шероховатости (в направлении подачи). После прохода инструмента происходит частичное упругое восстановление поверхности. Впереди выглаживателя образуется валик пластически деформированного металла, передняя поверхность выглаживателя как правило нагружна гораздо больше, чем задняя. По этой причине в процессе выглаживания возникает тангенциальная составляющая силыPτ.
При продольном перемещении выглаживатель как бы «раздвигает» поверхностные неровности в стороны. При этом со стороны исходной поверхности образуется валик деформированного металла, а со стороны выглаженной поверхности происходит искажение профиля канавок, образовавшихся при предыдущих оборотах детали в результате пластического течения металла, выдавливаемого из-под выглаживателя в сторону выглаженной поверхности. В наибольшей степени искажается профиль канавки, образованной на предыдущем обороте.
После каждого оборота обрабатываемой детали канавка-след выглаживателя перемещается в осевом направлении на величину подачи S. При последующих обработках обрабатываемой детали происходит многократное перекрытие канавки, т.к. ее ширина больше величины подачи. Со стороны невыглаженной поверхности так же образуется валик деформированного металла, правая полуповерхность (в направлении подачи) нагружена гораздо больше, чем левая полуповерхность. Поэтому в процессе выглаживания возникает осевая силаPx.
В результате пластического деформирования обрабатываемой поверхности происходит сглаживание исходных неровностей и образование нового микрорельефа поверхности сменьшим значением шероховатости. Размер детали уменьшается на величину остаточной деформации. Величина и формаобразующихся микронеровностей также зависит от неоднородности, шероховатости и твердостиисходной обрабатываемой поверхности, колебаний силы выглаживания, вызванных биением детали и др.
Формирование нового поверхностного слоя при алмазном выглаживании происходит вследствие пластического деформирования обрабатываемой поверхности. Под действием радиальной силыPy, действующей на поверхность в области контакта алмаза с деталью, возникают давления. Если их величина превышает предел текучести, возникает пластическая деформация поверхностного слоя. Этот процесс приводит к искажению кристаллической решетки.
Эффективность алмазного выглаживания различных материалов в значительной мере определяется их исходной структурой. В результате исследований установлено, что значительные деформации при обработке деталей из стали возникают в феррите, а меньшие – в мартенсите и перлите.
Высокая эффективность упрочнения поверхности объясняется высокой плотностью дефектов, образующихся в поверхностном слое, за счет концентрации дислокаций. При алмазном выглаживании плотность дислокаций в приповерхностном слое достигает своего максимального значения. С увеличением расстояния от поверхности в глубь материала плотность дислокаций уменьшается.
Основное отличие алмазного выглаживанияот других методов упрочнения поверхности заключается в том, что слой материала не удаляется, а претерпевает дополнительную упругопластическую деформацию.
Высокая твердость алмаза (практически на порядок больше, чем у твердых сплавов) в сочетании с малым коэффициентом трения (0,03-0,12) дают возможность обрабатывать практически все металлы и сплавы, поддающиеся пластической деформации, в том числе закаленные стали [2, с. 55, 4, с. 325, 5, с. 150]. Малая величина радиуса закругления выглаживателя (0,5-4мм) обуславливает небольшую силу выглаживания (от 50 до 300Н), что позволяет производить обработку маложестких деталей. Следует отметить, что при силе РУ>300Н возрастает глубина упрочненного слоя, увеличивается микротвердость в нижних слоях, однако уменьшение микротвердости в верхнем тонком поверхностном слое происходит за счет уменьшения пластичности.
Как правило, алмазное выглаживание применяется после чистового точения или шлифования. В результате обработки выглаживанием обеспечивается уменьшение шероховатости в 2,5-6 раз, увеличение несущей способности поверхности до 10 раз, упрочнение поверхностного слоя на 20-250%.
Список литературы:
- Безъязычный В. Ф. Влияние качества поверхностного слоя после механической обработки на эксплуатационные свойства деталей машин // Инженерный журнал. — 2001. — № 4. — С. 9-16.
- Кузнецов В.П., Макаров А.В., Саврай Р.А. и др. Финишная обработка термоупрочненной высокохромистой стали однопроходным алмазным выглаживанием на токарно-фрезерном центре инструментом с узлом динамической стабилизации. Вестник научно-технического развития. № 5 (45), 2011 г. С. 20-36.
- Никифоров А.Д. Взаимозаменяемость, стандартизация и технические измерения. – М.: Высшая школа, 2000. – 510 с.
- Макаров А.В., Коршунов Л.Г., Выходец В.Б., Куренных Т.Е., Саврай Р.А. Влияние упрочняющей фрикционной обработки на химический состав, структуру и трибологические свойства высокоуглеродистой стали / А.В. Макаров, Л.Г. Коршунов, В.Б. Выходец, [и др.] // Физика металлов и металловедение. – 2010. – Т. 110, № 5. – С. 530-544.
- Суслов А.Г., Гуров Р.В., Тишевских Е.С. Отделочно-упрочняющая обработка поверхностным пластическим деформированием / А.Г. Суслов, Р.В. Гуров, Е.С. Тишевских // Упрочняющие технологии и покрытия. –2008. – № 9. – С. 20-21.[schema type=»book» name=»МЕХАНИЗМЫ ПОВЕРХНОСТНОЙ МИКРОПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ПРИ АЛМАЗНОМ ВЫГЛАЖИВАНИИ» description=»Приводится описание алмазного выглаживания, как метода повышения качества поверхности деталей. Разработан инструмент, предназначенный для упругого выглаживания наружных поверхностей стальных деталей. Рассмотренымеханизмыповерхностноймикропластическойдеформации.» author=»Иванов ВиталийЕвгеньевич, Фидаров Валерий Хазбиевич» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-03-02″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_27.06.2015_06(15)» ebook=»yes» ]