
На непрерывных широкополосных станах горячей и холодной прокатки в 4-х валковых клетях применяют крупногабаритные цельнокованые опорные валки массой до 50 тонн. После износа бочки до допустимых пределов валок списывается в скрап (естественный износ). «Толщина изнашиваемого рабочего слоя составляет всего 5-7% от первоначального диаметра бочки, а масса 13-14% от массы валка. Эти цифры относятся к списанию по естественному износу. Однако немало валков преждевременно выходят из строя из-за выкрошек, отслоений, сколов, трещин, дефектов металлургического происхождения и других причин [1, стр. 4]. Практически на каждом металлургическом предприятии скопились целые «залежи» прокатных валков, преждевременно вышедшие из строя (по тем или иным причинам), например, прокатный валок списывается по причинам отслоений и выкрошек — от 50 до 90% и отправляется в металлолом (скрап), несмотря на то, что ресурс по усталостной прочности шейки и сердцевины валка далеко не исчерпан, использован всего лишь на 20-30% от ресурса долговечности.
Основываясь на опыте восстановления работоспособности прокатных валков передовых металлургических комбинатов, можно выделить наиболее известные: технология электрошлаковой наплавки жидким металлом, переточка с перезакалкой, заваривание дефектов и бандажирование.
Восстановленные прокатные валки с помощью технологии электрошлаковой наплавки [2, стр. 169] очень сложна в изготовлении, так как требует особых режимов подогрева перед наплавкой и после остывания. Данными технологиями пока редко пользуются из-из дороговизны и опасности возникновения трещин, сколов, отслоений и выкрошек наплавленного слоя.
Использование способа переточки с перезакалкой [3, стр. 176] при восстановлении прокатных валков не всегда эффективно, так как для полного удаления металлургических дефектов приходится снимать значительный слой металла, что в свою очередь снижает ресурс валка.
Таким образом, попытки восстановления изношенной или поврежденной рабочей поверхности прокатных валков путем наплавки, заваривания дефектов и многими другими методами трудоемки, дороги и зачастую неэффективны.
Среди всех вариантов восстановления прокатных валков наибольший интерес и распространение получил метод бандажирования (рисунок). Данный метод – одно из основных перспективных направлений в восстановлении работоспособности прокатных валков и развитии валкового производства.
Идея повторного использования списанных валков путем бандажирования не нова и была предложена еще в начале прошлого века.
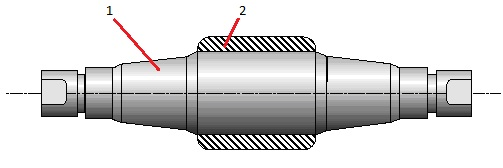
Рисунок. Традиционная конструктивная схема составного валка:
1 — несущая ось, 2 — бандаж
Во всем мире накоплен большой опыт применения составных прокатных валков. На данный момент существует много запатентованных конструкций восстановления валков методом бандажирования [4]. Как правило, в большинстве работ по составным валкам для создания натяга используют сложные многоэлементные конструкции, что затрудняет сборку и не обеспечивает надежное крепление составных частей валка. Также применяют специфические детали крепления, что снижает технологичность изготовления валков и их сборки, а это в свою очередь повышает вероятность поломок из-за концентрации напряжений в местах крепления (соединения).
Основная проблема, возникающая при изготовлении составных прокатных валков, заключается в отсутствии технологичной конструкции, обеспечивающей надежное сцепление бандажа с несущей осью. Не менее важной проблемой является точность изготовления посадочных поверхностей несущей оси и бандажа для обеспечения надежного соединения.
Для обеспечения эффективной работы современных прокатных станов требуются износостойкие прокатные валки с высокими стабильными эксплуатационными характеристиками на протяжении всего периода их работы. На сегодняшний день основными современными мировыми требованиями являются:
- содержание хрома в валковой стали – 4,5…5,5%;
- глубина закаленного слоя опорных валков – до 100 мм (по радиусу);
- допускаемый разброс твердости по длине бочки валка – 2…3 HSD;
- допустимое падение твердости к скрапному (минимально допустимому) диаметру – 1…2 HSD;
- гарантийный накат – 100% от гарантийных обязательств;
- отсутствие дефектов в процессе эксплуатации (сколы, трещины и др.) – 100%.
Прокатные валки с такими параметрами позволяют более эффективно использовать мощности прокатных станов, сократить их простои, уменьшить расходы материла валков на одну тонну готового проката, улучшить качество поверхности прокатываемого металла. Проблема повышения стойкости, долговечности прокатных валков актуальна и представляет большой практический интерес.
Изготовлением бандажированных валков в РФ занимаются такие предприятия, как ПАО «Уралмашзавод», ОАО «МК «ОРМЕТО-ЮУМЗ», ОАО «Ижорские заводы», в странах СНГ — ПАО «Новокраматорский машиностроительный завод» (НКМЗ), ПАО «Энергомашспецсталь». За рубежом составные валки изготавливают в Германии, Чехии, Японии, Франции, Англии, Италии, Словении и др. странах.
В настоящее время в РФ составные опорные валки отечественных производителей эксплуатируются на станах холодной и горячей прокатки ОАО «Магнитогорский металлургический комбинат» (ОАО «ММК») (г. Магнитогорск) (630 ХП, 1200 ХП, 2000 ГП, 5000 ГП), стане 2000 ГП ОАО «Северсталь» и универсально-балочном стане (УБС) ОАО «ЕВРАЗ Нижнетагильский металлургический комбинат» (г. Нижний Тагил), за рубежом – на предприятии «Jindal Steel & Power» (Индия) для рельсобалочных станов и ряде других предприятий.
Прокатные валки составляют значительную часть в структуре готового проката. Без плановых замен валков прокатное производство просто остановится, поэтому на них есть постоянный спрос.
Емкость рынка прокатных валков находится в прямой зависимости от объема производства проката. Потребность в продукции металлургической промышленности устойчиво растет, а, следовательно, растут объемы производства проката и потребность в валках.
Учитывая рост в потреблении прокатных валков, можно выделить следующих потенциальных потребителей составных валков:
- Составные валки массой до 30 тонн:
- Новые универсальные рельсобалочные станы (УРБС): ПАО «Челябинский металлургический комбинат» (г. Челябинск), ОАО «ЕВРАЗ Объединенный Западносибирский металлургический комбинат» (г. Новокузнецк), ТОО «Актюбинский рельсобалочный завод» (г. Актюбинск, Казахстан).
- Листовые станы горячей и холодной прокатки: ООО «ВИЗ-Сталь» (1300 ХП), ОАО «ММК» (630 ХП, 1200 ХП), ОАО «Северский трубный завод» (г. Полевской), ОАО «Чусовской металлургический завод» (г. Чусовой), ОАО «Магнитогорский метизно-калибровочный завод» (г. Магнитогорск) и др.
- Составные валки массой до 60 тонн:
- Листовые станы горячей и холодной прокатки: ОАО «ММК» (2000 ГП, 2500 ГП), ПАО «Северсталь» (2000 ГП), ОАО «АЛКОА СМЗ» (г. Самара) (1800 ХП), ОАО «Новолипецкий металлургический комбинат» (г. Липецк) и др.
Восстановление работоспособности прокатных валков методом бандажирования заключается в том, что из отработанного валка вытачивается несущая ось, на которую насаживается по посадке с натягом вновь изготовленный и предварительно нагретый бандаж. Так как термическая обработка бандажа производится отдельно, то достигается высокая и равномерная по сечению твердость, что обеспечивает максимальную износостойкость и контактную выносливость, а это в свою очередь дает увеличение прокатной кампании составных валков в 1,5-2 раза.
Данный метод стал одним из перспективных направлений валкового производства, который позволяет повысить работоспособность, улучшить качество продукции, снизить стоимость и расход валков.
В сравнении с цельнокованым прокатным валком можно выделить следующие преимущества составного валка:
- возможность применения в качестве материала бандажа высокоизносостойких марок стали (150ХНМ и др.), из которых изготовление крупногабаритных монолитных валков не представляется возможным в современных условиях машиностроительного производства, таких, например, как опорных валков клетей кварто широкополосных станов, масса которых может достигать 75 тонн и более;
- снижение содержания дорогих легирующих элементов (Cr, Ni, Mo и др.) в 3…4 раза;
- уменьшение массы исходной заготовки;
- сквозное прокаливание бандажа (увеличение толщины рабочего слоя (в 2 и более раз), снижение разброса твердости по ширине и толщине закаленного слоя, снижение дефектов типа выкрошки и отслоений);
- возможность повторного (2…3 и более кратного) использования несущей оси;
- повышение эксплуатационной стойкости (увеличение кампании прокатки, уменьшение потерь времени, связанных с перевалками валков).
Основываясь на опыте многих металлургических предприятий, «стоимость восстановления валка методом бандажирования составляет 30-40% от стоимости нового цельнокованого валка» [3, с. 29].
Изготовление составного (бандажированного) валка возможно в двух вариантах, которые сравним с изготовлением цельнокованого на примере опорного прокатного валка до 30 т для 4-х клетевого стана холодной прокатки 1300 (стан 1300 ХП) (таблица).
Первый вариант изготовления составного валка является менее затратным и предусматривает использование в качестве заготовки для несущей оси преждевременно вышедший из строя валок, имеющего ресурс по усталостной прочности и долговечности. Бочка списанного валка стачивается до заданного размера, а бандаж изготавливается методом ковки из нового слитка, либо отливкой из износостойких сталей 45Х5МФ, 150ХНМ и др.
Второй вариант предусматривает изготовление несущей оси из нового слитка из низколегированной стали, например, 40ХН, 45, или 75ХМФ, а бандаж – из износостойких сталей 45Х5МФ, 150ХНМ и др.
Цельнокованый валок изготавливается методом ковки из нового слитка 75Х3МФА, 75Х2МФ и др.
Таблица
Затраты на производство бандажированных валков по сравнению с производством цельнокованых валков, доли
| Расходы | Цельнокованый валок | Составной (бандажированный) валок | |
| ось – давальческое изделие (списанный валок),
бандаж – новое изделие |
ось, бандаж – новое изделие | ||
| Стоимость заготовки, покупных материалов и услуг | 1,00 | 0,33 | 0,97 |
| Зарплата основных рабочих | 1,00 | 0,64 | 1,43 |
| Расходы на технологические нужды | 1,00 | 0,31 | 0,46 |
| Общепроизводственные расходы | 1,00 | 0,62 | 0,99 |
| ИТОГО:
цеховая себестоимость |
1,00 | 0,54 | 1,10 |
В условиях спада производства, связанного с развитием экономического кризиса в России, выгоднее восстанавливать списанные (отработанные) прокатные валки методом бандажирования. Себестоимость изготовления составных валков с использованием списанных валков в качестве несущей оси не превышает 50…60 % от себестоимости подобного цельнокованого валка (таблица), что существенно повышает их конкурентоспособность. Несмотря на то, что необходимо затратить большую сумму денег на оснастку (унифицированная оснастка для строповки и перемещения в вертикальном положении при сборке бандажа с осью и инструмент), эффект достигается за счет экономии на материалах, зарплате, технологических нуждах и общепроизводственных расходах.
По сравнению с цельнокованым валком себестоимость изготовления составного валка с новой осью и бандажом вырастет на 10 % (таблица), так как увеличатся расходы на заготовку и зарплату. Однако вновь изготовленный составной валок обладает существенно большим ресурсом долговечности в сравнении с валком, использующим списанный валок в качестве несущей оси. Кроме того, использование бандажа из износостойких сталей позволяет выиграть в стойкости в 2-3 раза за счет исключения поверхностных повреждений и полного использования рабочего слоя, что подтверждает опыт многих металлургических предприятий, использующих составные валки.
Составные валки позволят наиболее полно реализовать технический потенциал станов горячей и холодной прокатки, повысить эффективность их работы и улучшить качество готового проката. Метод бандажирования целесообразен при восстановлении преждевременно вышедших из строя прокатных валков, а также при изготовлении крупных рабочих валков станов горячей прокатки и опорных валков холодной прокатки с максимальной массой 75 тонн и более, крупных роликов транспортных рольгангов, тянущих роликов линии вторичного охлаждения МНЛЗ (машина непрерывного литья заготовок).
Список литературы:
- Белевский Л.С., Фиркович А.Ю. и др. Составные прокатные валки: Монография. Магнитогорск: МГТУ, 2004. – 206 с.
- Фиркович А.Ю., Клочков О.С. и др. Материалы и технология изготовления валков станов горячей и холодной прокатки: справочное пособие. Магнитогорск: МГТУ, 2012 – 248 с.
- Фиркович А.Ю., Кушнарев А.В. и др. Опыт восстановления опорных валков методом бандажирования износостойкими материалами. Материалы конференции «70 лет магнитогорскому металлургическому комбинату»: Прокатное производство – 2002.
- https://www1.fips.ru/.[schema type=»book» name=»ЭФФЕКТИВНОСТЬ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ ПРОКАТНЫХ ВАЛКОВ МЕТОДОМ БАНДАЖИРОВАНИЯ» description=»Статья посвящена одному из методов восстановления работоспособности прокатных валков — методу бандажирования. В частности, уделено внимание себестоимости изготовления составного валка в сравнении с цельнокованным.» author=»Муравьева Анастасия Валериевна, Калинина Наталия Евгеньевна» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2016-12-18″ edition=»euroasia-science_28.04.2016_4(25)» ebook=»yes» ]