
Традиционно считается, что одной из главных особенностей продольной прокатки листов и лент является отсутствие уширения, те осуществляется случай плоской деформации. Весь объем металла, смещен по толщине идет в вытяжку. Поэтому, если степень высотной деформации распределена по ширине полосы неравномерно, то более деформируемые участки получают большее удлинение, а менее деформируемые – меньшее. Наличие в пределах сплошной полосы «длинных» и «коротких» продольных участков приводит к известным дефектам геометрии проката, симметричным по ширине (при симметричном распределении неравномерности деформации) – коробоватости, волнистости или асимметричным (при несимметричном распределении) – смещенной коробоватости, односторонней волнистости, серповидности и др. Известны многочисленные методы компенсации таких возмущений, однако большинство из них предусматривается хранение исходной формы поперечного сечения полосы – выпуклый, вогнутый или асимметричный (например, клиновидный). Иногда наследуемая форма (особенно асимметричная) является нежелательной.[1, с. 174]
В МГТУ разработаны технические решения, сущность которых заключается в создании условий для поперечного течения металла в очаге деформации, причем большее обжатие сопровождается большим уширением, а меньшее — меньшим.[2, с. 21] Таким образом, чтобы длины неодинаково продеформированных участков остались примерно одинаковыми и не возникли вышеуказанные дефекты, полоса последовательно деформируются из прямоугольно-поперечного сечения профиля в периодический с прямоугольными канавками и снова в прямоугольный. Продольные канавки формируются в локальных очагах деформации, причем каждый такой очаг организуют шириной меньше его длины, что уменьшает вредную в данном случае вытяжку.[3, с. 1]
В настоящей работе выполнено исследование влияния ширины канавки, расстояние между канавками, глубины канавки на уширение металла. Заготовку толщиной 4 мм, шириной 100 мм из стали 65Г прокатывали в профилированных валках с максимальным диаметром и минимальным диаметром . Локальные участки металла по ширине обжимали с обжатиями 0,1; 0,2 и 0,3мм. В результате получали на поверхности металла канавки и выступы (Рис. 1).

Рисунок 1. Продольные канавки на заготовке
При этом наибольшее уширение наблюдались при минимальном обжатии и наибольшем расстоянии между канавками. Так, при обжатии 0,1 мм и расстоянии между канавками 4,5 мм имели абсолютное уширение 0,7 мм, при расстоянии 3 мм имели абсолютное уширение 0,27 мм, при расстоянии 1,5 мм имели абсолютное уширение 0,26 мм (Рис. 2).
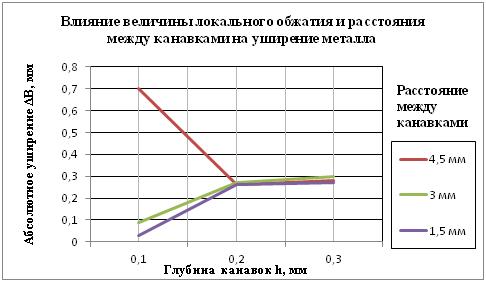
Рисунок 2. График влияния величины локального обжатия и расстояния между канавками на уширение металла
Далее полосы с нанесенными на них канавками прокатывали в гладких валках на конечную толщину 1,5 мм.
Таблица 1
Анализ данных, полученных в ходе исследования
|
Вид полосы |
Относительное изменение, % |
||||||
|
Без канавок |
С канавками |
Расстояние между канавками |
|||||
| Расстояние между канавками, мм | — | 4,5 | 3,0 | 1,5 | 4,5 | 3,0 | 1,5 |
| Конечная длина, мм | 261 | 248 | 251 | 254 | 4 | 3 | 2 |
| Уширение, мм | 2,2 | 5,0 | 3,4 | 3,6 | 127 | 54 | 63 |
Как видно из таблицы 1, конечное уширение полосы после нанесения канавок существенно возрастает по сравнению со случаем прокатки в гладких валках. При расстоянии между канавками 4,5 мм уширение увеличивается более чем в 2 раза.
Выводы:
- При нанесении канавок в процессе локального деформирования ленты уширение увеличивается с уменьшением обжатия и увеличением расстояния между канавками.
- После прокатки на конечную толщину ленты с нанесенными на нее предварительно канавками, уширение существенно увеличивается: при расстоянии между канавками 4,5 мм на 127%; при расстоянии 3 мм – на 54%; при расстоянии 1,5 мм – на 63%.
Список литературы:
1.Песин А.М., Салганик В.М. Асимметричная тонколистовая прокатка: развитие теории, технологии и новые решения: учеб. пособие. М.: — МИСИС, 1997. — 192 с.
2.Песин А.М.. Закономерности асимметричного деформирования и повышение эффективности процесса холодной листовой прокатки. Магнитогорск: Изд-во Магнитогорск. гос. техн. ун-та им. Г.И. Носова: — 1989. – 21 с.
3.Песин А.М., Пустовойтов Д.О., Колесник А.С., Шарлыков Е.Л., Новосёлов А.Э., Свердлик М.К. «Исследование возможности влияния на поперечную деформацию металла при холодной прокатке с помощью создания локальных очагов деформации» «Актуальные проблемы современной науки, техники и образования: материалы 72-й международной научно-технической конференции» / под ред. В.М. Колокольцева. Магнитогорск: Изд-во Магнитогорск. гос. техн. ун-та им. Г.И. Носова, 2014. Т.1. с 113-117[schema type=»book» name=»УЛУЧШЕНИЕ КАЧЕСТВА ХОЛОДНОКАТАННОЙ СТАЛЬНОЙ ЛЕНТЫ НА ОСНОВЕ СОЗДАНИЙ УСЛОВИЙ ДЛЯ ЛОКАЛЬНОЙ ДЕФОРМАЦИИ» author=»Колесник Антон Сергеевич, Шарлыков Евгений Леонидович, Новосёлов Артём Эдуардович, Драпека Олеся Дмитриевна» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-06-19″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_ 30.12.2014_12(09)» ebook=»yes» ]