
В настоящее время разливка стали на машинах непрерывного литья заготовок (МНЛЗ) занимает важное место в технологической цепи получения готовой продукции. Дефекты, возникающие при разливке слябов, в дальнейшем проявляются при последующей обработке в виде, например, раскатанных трещин.
Анализ производственных данных показал, что большинство дефектов возникает при проведении технологических операций, нарушающих стабильность скоростного режима разливки, таких как замена промежуточного ковша или погружаемого стакана. В этом случае обычно резко снижают скорость вытягивания слитка до значений 0,2 – 0,4м/мин, поддерживают эту скорость в течение некоторого периода времени, а затем возвращаются к параметрам первоначального режима.
Характер изменения температуры поверхности слитка в эти периоды во многом определяетего качество. При переохлаждении или разогреве металла относительно оптимальных условий его формирования вероятность возникновения поверхностных дефектов значительно повышается.Изменение температуры поверхности слитка в переходные периоды зависит от выбранного способа управления вторичным охлаждением. Такие способы, как правило, представляют собой некоторые зависимости, по которым изменяется расход охлаждающей жидкости во времени при резком изменении скорости разливки.
Для определения влияния различных способов управления вторичным охлаждением на температуру поверхности слитка во время проведения технологических операций, нарушающих стабильность процесса разливки,были проведены вычислительные эксперименты с использованием математической модели охлаждения непрерывного слитка при динамических режимах [4].
Исследовали изменение теплового состояния слитка толщиной 200 мм, разливаемого при использовании следующего технологического режима. Сначала разливку проводили на скорости 1,2 м/мин, затем скорость резко изменяли до 0,4 м/мин и в течение 10 мин продолжалиразливать на этой скорости, после чего возвращались к технологической скорости 1,2 м/мин (рис.1).
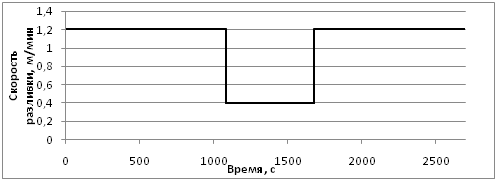
Рис.1. Скоростной режим разливки
Изменение расходов охладителя во время переходного процесса производили по трем выбранным для сравнения известным способам. Так способ [1] предполагает линейное изменение расходов в эти периоды, в то время как способы [2] и [3] представляют собой некоторые нелинейные зависимости.
На рисунках 2 и 3 представлено изменение коэффициента теплоотдачи и соответствующее ему изменение температуры поверхности слитка в одной из начальных секций зоны вторичного охлаждения (ЗВО) МНЛЗ при использовании выбранных способов управления охлаждением.
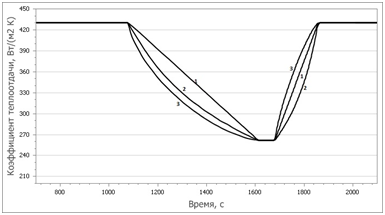
Рис.2 Изменение коэффициента теплоотдачи в точке на расстоянии 3,5 м от мениска металла в кристаллизаторе по технологической оси МНЛЗ ( 1 – управление по способу [1], 2 – управление по способу [2], 3 – по способу [3] )
По представленным рисункам видно, что в рассматриваемой точке по технологической оси МНЛЗ переходный процесс успевает завершиться до момента повышения скорости, и в течение небольшого промежутка времени коэффициент теплоотдачи (соответственно и расход охладителя) принимает некоторое постоянное значение.
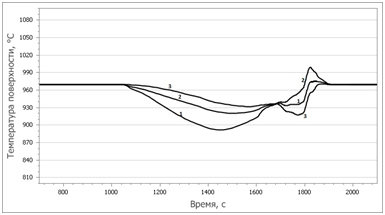
Рис.3 Изменение температуры поверхности в точке на расстоянии 3,5 м от мениска металла в кристаллизаторе по технологической оси МНЛЗ ( 1 – управление по способу [1], 2 – управление по способу [2], 3 – по способу [3] )
На графике изменения температуры поверхности легко различимы участки снижения и повышения скорости разливки. Так при управлении охлаждением по предложению [1] при снижении скорости разливки наблюдается переохлаждение порядка 40-50 ºC, но при повышении скорости изменение температуры происходит без существенных перепадов. В то же время, способ [3] обеспечивает плавное изменение температуры поверхности при снижении скорости вытягивания и небольшое переохлаждение при ее повышении.
На рисунках 4-5 представлены изменения коэффициента теплоотдачи и температуры поверхности для секции, находящейся в середине МНЛЗ.
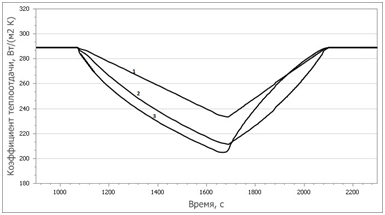
Рис.4 Изменение коэффициента теплоотдачи в точке на расстоянии 8 м от мениска металла в кристаллизаторе по технологической оси МНЛЗ ( 1 – управление по способу [1], 2 – управление по способу [2], 3 – по способу [3] )
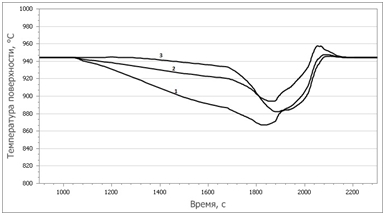 Рис.5 Изменение температуры поверхности в точке на расстоянии 8 м от мениска металла в кристаллизаторе по технологической оси МНЛЗ ( 1 – управление по способу [1], 2 – управление по способу [2], 3 – по способу [3] )
Рис.5 Изменение температуры поверхности в точке на расстоянии 8 м от мениска металла в кристаллизаторе по технологической оси МНЛЗ ( 1 – управление по способу [1], 2 – управление по способу [2], 3 – по способу [3] )
В этом случае, для рассматриваемой точки по технологической оси МНЛЗ переходный процесс не успевает завершиться до момента повышения скорости.При управлении охлаждением по предложению [1] температура поверхности слитка снижается значительно быстрее, чем при способах [2] и [3] –к моменту повышения скорости разливки отклонение от начальной температуры составляет примерно 60 ºC, однако после повышения скорости вытягивания, значительного переохлаждения не наблюдается. При управлении охлаждением по способу [3] температура поверхности слитка после снижения скорости меняется достаточно плавно, но после ее повышения происходит резкое снижение температуры на 50-60ºC, что также отрицательно сказывается на качестве слитка.
На рисунках 6 и 7 представлены графики изменения коэффициента теплоотдачи в одной из последних секций ЗВО МНЛЗ.
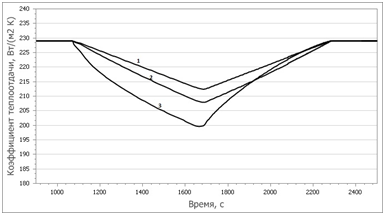
Рис.6 Изменение коэффициента теплоотдачи в точке на расстоянии 12 м от мениска металла в кристаллизаторе по технологической оси МНЛЗ ( 1 – управление по способу [1], 2 – управление по способу [2], 3 – по способу [3] )
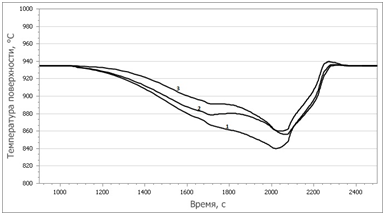
Рис.7 Изменение температуры поверхности в точке на расстоянии 12 м от мениска металла в кристаллизаторе по технологической оси МНЛЗ ( 1 – управление по способу [1], 2 – управление по способу [2], 3 – по способу [3] )
Из рисунков видно, что в последних секциях МНЛЗ температурные кривые, соответствующие различным способам управления охлаждением, не сильно отличаются друг от друга. Наибольшее отклонение от первоначальной температуры достигается при управлении по предложению [1] – порядка 100 ºC. Для способов [2] и [3] это отклонение примерно на 20 ºC меньше.
Проведенный анализ показал, что исследованные известные способы управления вторичным охлаждением недостаточно отражают требования к тепловому режиму металла в переходные периоды работы промышленных МНЛЗ при проведении технологических операций, связанных с резким изменением скорости разливки. Так, одни из них допускают переохлаждение в начале переходного процесса до момента переключения на первоначальную скорость. Другие приводят к этому эффекту уже после повышения скорости разливки.Следовательно, для снижения дефектов при непрерывной разливке необходимо использовать способы управления охлаждением слитка, лишенные этих недостатков.
Список литературы:
- Патент СССР №555981 от 23.04.1975г. кл. 2 В 22 D 11/16, /Краснов Б.И., опубл. 19.05.1977г.
- Патент РФ №2173604 от 04.10.1999г. кл. 7 В 22 D 11/043, / ЗАО Техномаг, опубл. 20.09.2001г.
- Самойлович Ю.А., Кабаков З.К. Затвердевание непрерывного слитка при резком снижении скорости его вытягивания // Металлургическая теплотехника. – М.: Металлургия, 1978. Вып 6. – С. 52-55.
- ШипулинВ.А.,Дождиков В.И.Особенности изменения теплового состояния непрерывного слитка на промышленных МНЛЗ при динамических режимах разливки // Вестник Тамбовского Университета. Серия: Естественные и технические науки – Тамбов: Издательский дом ТГУ, 2012, Т. 17, вып. 6 С. 1600-1603.[schema type=»book» name=»МОДЕЛИРОВАНИЕ ПЕРЕХОДНЫХ РЕЖИМОВ ПРИ ПРОВЕДЕНИИ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ» description=»В статье рассматривается моделирование охлаждения непрерывного слитка при проведении технологических операций. Показано влияние различных способов управления вторичным охлаждением на тепловое состояние сляба.» author=»Шипулин Виктор Александрович, Дождиков Владимир Иванович» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-03-04″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_27.06.2015_06(15)» ebook=»yes» ]