
Соединение при контактной сварке формируется в условиях действия различных возмущений (шунтирование тока, состояние поверхности свариваемых заготовок, износ электродов, колебание сетевого напряжения и т.д.). В связи с этим актуальным является внедрение в массовое производство методов управления, позволяющих компенсировать возмущения при сварке, документировать каждое сварное соединение, оптимизировать процессы сварки. Основным параметром обратной связи в системах управления контактной сваркой является ток во вторичном контуре [1, 2, 3]. Рядом исследователей [4, 5] отмечается тот факт, что стабилизация действующего тока нарушает нормальное протекание процесса машинного саморегулирования контактной точечной сварки и приводит к повышению вероятности прожога или непровара при изменениях сопротивления на сварочном участке электрод-электрод. Так вследствие износа электрода в процессе сварки происходит плавное уменьшение плотности тока и глубины проплавления, что может привести к возникновению стабильно повторяющегося непровара вследствие увеличения времени, необходимого для зарождения ядра сварной точки [6].
Цель работы: оценка эффективности стабилизации тока при контактной сварке в условиях износа электродов.
Износ электродов при контактной сварке приводит к изменению активного сопротивления участка «электрод-электрод». Для оценки влияния изменения сопротивления участка «электрод-электрод» на тепловыделение проведён вычислительный эксперимент.
Пусть в результате возмущающего воздействия произошло изменение сопротивления участка «электрод-электрод» на величину DRээ, тогда сопротивление участка «электрод-электрод» составит
 Подставляя в (7) значения R2к и Х2к в виде ранжированных переменных [8] R2к=(50+10×n)×10-6, Х2к=(50+10×m)×10-6, где n, m={0, 1, 2, …, 20}, для заданных значений a, D и Rээ путём численного решения в системе MathCAD получена матрица Qээ размерностью [n x m], значение элементов которой можно представить в виде контурной диаграммы (рис. 1).
Подставляя в (7) значения R2к и Х2к в виде ранжированных переменных [8] R2к=(50+10×n)×10-6, Х2к=(50+10×m)×10-6, где n, m={0, 1, 2, …, 20}, для заданных значений a, D и Rээ путём численного решения в системе MathCAD получена матрица Qээ размерностью [n x m], значение элементов которой можно представить в виде контурной диаграммы (рис. 1).
Для конкретной сварочной машины с известными R2к и Х2к решение (7) для различных значений a и Rээ может быть построена контурная диаграмма ожидаемой погрешности dQээ. Так для машины МТПУ-300 (R2к=130 мкОм, X2к=240 мкОм [9]) следует ожидать уменьшения тепловыделения на 2…9 % при dRээ=10 % и на 8…19 % при dRээ=20 % в зависимости от глубины фазового регулирования и сопротивления Rээ участка «электрод-электрод» (рис. 2).
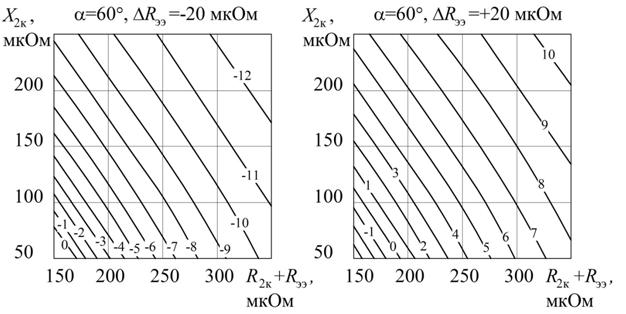
Рисунок 1. Ожидаемое изменение тепловыделения dQээ, % при контактной сварке в условиях колебания сопротивления участка «электрод-электрод»
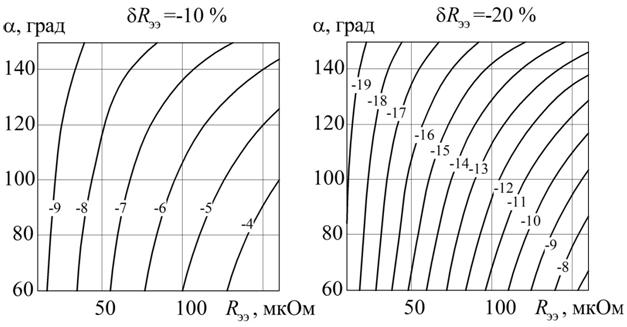
Рисунок 2. Ожидаемое изменение полезной мощности на машине МТПУ-300 при различных значениях сопротивления Rээ участка «электрод-электрод» и угла a открытия сварочных тиристоров
Анализ построенных диаграмм позволяет сделать вывод, что:
— при контактной точечной сварке деталей изменение сопротивления «электрод-электрод» на 20 мкОм приводит к изменению тепловыделения в пределах 0…12 % в зависимости от величины полного сопротивления Z2 сварочного контура, при этом увеличение Z2 приводит к увеличению этого отклонения;
— при увеличении глубины фазового регулирования эффект изменения тепловой мощности при отклонениях Rээ усиливается;
— для ослабления эффекта изменения мощности необходимо стремиться к уменьшению значения комплексного сопротивления вторичного контура, особенно при сварке цветных металлов и сплавов.
Таким образом, осуществление способов регулирования процесса контактной точечной сварки, связанных со стабилизацией тока во вторичном контуре, может привести к нежелательному эффекту изменения мощности при отклонении сопротивления сварочного участка.
Работа выполнена при финансовой поддержке гранта Российского фонда фундаментальных исследований (РФФИ) в рамках договора № НК 15-08-03125/15.
Список литературы:
- Патент № 2291227 Великобритания. Electronic control system for a resistance welding station // Barrachina Mir Ramon, 1996, кл. В 23 К 11/25
- Патент РФ № 2507046 Способ стабилизации тока контактной сварки / А.В. Комиренко, А.С. Климов, В.С. Климов // Бюл. № 5 – Кл. B23K11/24. – 2014.
- Иоффе Ю.Е., Жданов В.В., Котов А.В. и др. Новые разработки ЗАО «Электрик-МИКС» в области контроля и управления сварочными процессами. – Сварочное производство. 2002. – №4. С. 39-43
- Технология и оборудование контактной сварки / Б.Д. Орлов, А.А. Чакалев, Ю.В. Дмитриев и др. Учебник для вузов. 2-е изд. М.: Машиностроение, 1986, 352 с.
- Оборудование для контактной сварки: Справочное пособие / Под ред. В.В.Смирнова. – СПб.: Энергоатомиздат. Санкт-Петербургское отд-ние, 2000. – 848 с.
- А.В. Вакатов. Особенности формирования сварных соединений при контактной точечной сварке оцинкованной стали. – Сварочное производство. 2001. – № 2. – С. 20–21.
- Тепловые процессы при контактной сварке // Сборник трудов лаборатории сварки металлов под ред. Н.Н. Рыкалина. – М.: Академия наук СССР. 1959. 278 стр.
- Дьяконов, В.П. Справочник по MathCAD PLUS 7.0 PRO / В.П. Дьяконов. – М.: СК Пресс, 1998. – 352 с.
- Климов, А.С. Измерение составляющих полного сопротивления контактных сварочных машин // А.С. Климов, А.А. Герасимов, А.В. Комиренко, А.Н. Анциборов // Проблемы машиностроения и автоматизации. – 2012. — № 3. – С. 107-110.[schema type=»book» name=»СТАБИЛИЗАЦИЯ ТОКА КОНТАКТНОЙ СВАРКИ В УСЛОВИЯХ ИЗНОСА ЭЛЕКТРОДОВ» description=»При помощи вычислительных экспериментов изучено влияние износа электродов на качество сварки в условиях стабилизации сварочного тока. Графически представлено уменьшение тепловыделения в зависимости от параметров фазового регулирования, характеристик контактных машин и свариваемых материалов.» author=»Климов Виталий Сергеевич, Климов Алексей Сергеевич, Кудинов Андрей Константинович» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-01-25″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_31.10.15_10(19)» ebook=»yes» ]