
Системы технического зрения все шире внедряются в различных отраслях народного хозяйства в качестве элементов оптико-электронных систем контроля различных параметров выпускаемой продукции. Возможность внедрения таких элементов обосновано наличием множества типовых программных разработок, позволяющих выполнить простейшие операции по распознаванию образов с целью выявления соответствия контролируемых изделий эталонным образцам. Однако для ряда задач типовые алгоритмы не позволяют выполнить более глубокий анализ изображений для проведения качественной оценки параметров контролируемых объектов. Одной из таких задач является контроль шероховатых поверхностей, где зачастую для функциональных поверхностей существует потребность не только определить стандартные параметры (такие как Ra, Rz, и S), но и более подробно описать форму микронеровностей, чтобы оценить триботехнические характеристики контролируемой поверхности.
Использование типовой фильтрации позволяет выделить условные границы элементов микрогеометрии, но не дает возможности оценить их метрологические характеристики, кроме их взаимного расположения и размеров крупных элементов. Причиной такого результата можно считать зависимость параметров фильтров от величины фоновой составляющей, которая принимает фиксированное значение для всего изображения.
С целью создания условий для определения метрологических характеристик микрогеометрии были проведены работы в направлении создания оптимального алгоритма контроля шероховатостей, который предполагает отсутствие фона и опирается на анализ градиентов яркостей.
В указанном подходе принято, что поверхность является набором неразрывно связанных элементов, которые плавно перетекают из одного в другой, что наблюдается на фото образца из углепластика прошедшего обработку точением. Исходя из такого ее представления, можно утверждать, что для определения границ элементов мы не можем использовать некий пороговый уровень фона, который после вычитания оставит только элементы в рамках их границ.

Рисунок 1. Снимок поверхности образца из углепластика, прошедшего обработку точением.
Если рассмотреть пример сечения микрорельефа протяженностью 40 пикселей (для используемого разрешения ему соответствует около 1,3 мм) полученный из фотоизображения поверхности представленный на рисунке 1, то можно заметить, что разделителями между «элементами» выступают их наинизшие (наивысшие) точки (Рисунок 2).

Рисунок 2. Сечение микрорельефа образца из углепластика, полученное опто-электронным способом.
Здесь учитываем, что цифровое изображение – это набор точек (пикселей), которые обладая значением от 0 до 255 (при восьмибитном кодировании) задают величину яркости для каждой позиции отображаемой сцены. Эта яркость может быть поставлена в соответствие положению микронеровности относительно верхней и нижней точек. Значит, строка из значений пикселей, в первом приближении, задает распределение высотных уровней сечения несколько сглаженного за счет дифракционных эффектов микрорельефа. Данное утверждение вполне может быть принято, если сравнит представленное выше сечения микрорельефа полученные опто-электронным методом и сечение полученное посредством профилометра, которое отображено на рисунке 3.
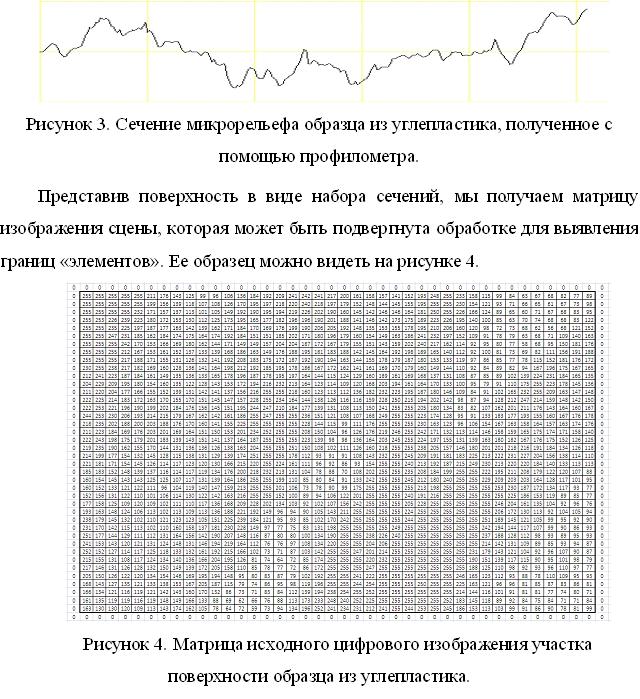
Поскольку первым этапом распознавания является именно поиск границ условных элементов микрорельефа, то, с учетом отсутствия фона и неразрывности поверхности, можно в каждой строке и столбце выполнить поиск наименьших значений в группах соседних точек и присвоить им общее значение «0».
Поиск границ осуществляется в двух взаимно перпендикулярных направлениях. Для удобства обработки данных изображение инвертируется и бинаризируется. Результатом являются две первичные матрицы, которые необходимо очистить от шумов, проявляющихся в виде объектов малой площади.
Выделение граничных пикселей в определенном направлении позволяет также выявить направленность распределения структурных элементов поверхности, что особенно важно для контроля регулярных поверхностей, которые получаются, например, после обработки точением.
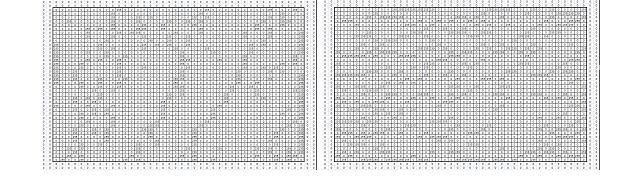
Рисунок 5. Результат выделения наименьших значений в строках (слева) и в столбцах (справа) исходной матрицы углепластика.
Для регулярных поверхностей важно определить в первую очередь параметры регулярных микронеровностей и их взаимную структуру, поэтому следующим этапом должна быть очистка изображения от мелких деталей. В большинстве случаев их размеры ограничиваются двумя-четырьмя пикселями. С учетом заданной вертикальной и горизонтальной направленности поиска, выделение мелких деталей должно проводиться посредством нелинейного фильтра с ядром свертки вытянутым в направлении поиска. Результат такой обработки для размера мелких деталей равного трем пикселям представлен на рисунке 6.
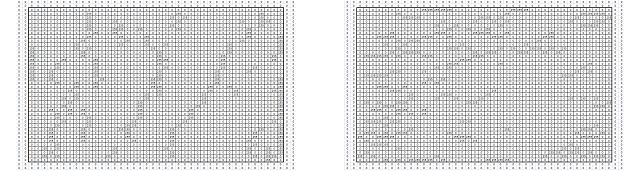
Рисунок 6. Результат очистки изображения от мелких деталей размером в три пикселя.
Полученный результат еще не является достаточным для проведения дальнейшего анализа изображения, так как явно прослеживающиеся структурные элементы имеют множество разрывов, которые можно заполнить путем наложения следующего фильтра. Предложенную последовательность фильтров можно применить в нескольких итерациях, изменяя размеры мелких деталей. На рисунке 7 приведен результат нескольких итераций с изменяющимися размерами мелких деталей.
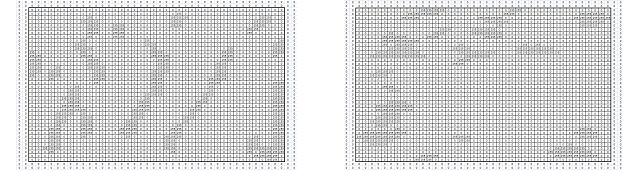
Рисунок 7. Результат очистки изображения от мелких деталей.
Следующим этапом можно выполнять анализ поверхности на регулярность и, при наличии таковой, определить метрологические характеристики регулярной структуры. Базовыми метрологическими характеристиками для регулярных поверхностей можно считать направление регулярных элементов и шаг между ними.
Регулярные поверхности, как правило, являются результатом определенного вида обработки (резанье, точение и др.), который имеет заданные параметры перемещения режущего инструмента по поверхности. В этом случае направление регулярных элементов определено направлением подачи, и необходимо контролировать шаг между элементами.
В тех случаях, когда выполняется контроль функциональных поверхностей в процессе эксплуатации (приработка, притирка), регулярные элементы микрогеометрии могут проявляться на отдельных участках контролируемого образца, которые определены волнистостью поверхности или биениями, вызванными наличием люфтов в местах соединений. Тогда важно выполнять измерения как направления и шага регулярных элементов, так и площади, на которой они детектируются.
Для увеличения достоверности метрологических параметров величина матрицы должна быть достаточно большой, чтобы охватывать участок с размерами сторон в каждом направлении не менее базовой длины, нормированной согласно ГОСТ 2789-73. На рисунке 8 представлены матрицы 100х100 пикселей для рассмотренного образца с результатами предварительной обработки.

Рисунок 8. Матрицы 100х100 пикселей с результатами предварительной обработки.
После инвертирования матрицы предварительной обработки и наложения ее на исходную матрицу получается матрица (рисунок 9), которую можно использовать для реализации второго этапа распознавания.
Рисунок 9. Границы рельефа по наинизшим точкам для образца из углепластика.
Таким образом, при выделении элементов микрорельефа, вполне можно определить «наинизшие» («наивысшие») точки, которые образуют контур условных элементов микрорельефа. Анализ задачи привел к выводу, что наиболее оптимальным будет построение контура по «наинизшим» точкам, так как они имеют четко выраженный в малых размерах минимальный уровень яркости. Вершины микронеровностей в большинстве случаев имеют некоторую площадь одинаковой яркости слишком большую для формирования четкой границы, что обусловлено волновыми явлениями при отражении света. Важно также правильно сформировать оптическую ось установки для контроля.
Укрупненный алгоритм первичной обработки изображения можно представить в виде приведенном на рисунке 10. При уточнении блоки алгоритма могут быть раскрыты, исходя из средств их реализации.
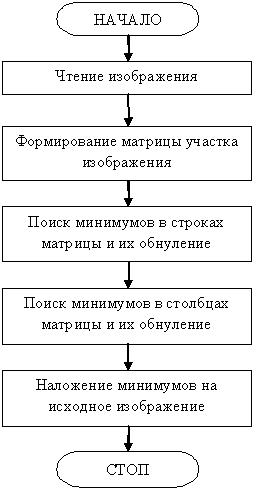
Рисунок 10. Укрупненный алгоритм первичной обработки изображения шероховатой поверхности.
Имея четкие границы элементов можно приступать к анализу распределения элементов в пространстве и их внутренней структуры через анализ динамики изменения вектора признаков X (Xmin), который вводится для описания элементов микрогеометрии.
Список литературы:
- ГОСТ2789-73. Шероховатость поверхности. Параметры, характеристики и обозначения. М: Издательство стандартов, 1975. 12 с.[schema type=»book» name=»ПЕРВИЧНАЯ ОБРАБОТКА ИЗОБРАЖЕНИЯ ШЕРОХОВАТОЙ ПОВЕРХНОСТИ» author=»Шабанов Вячеслав Анатольевич » publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-04-21″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_ 28.03.2015_03(12)» ebook=»yes» ]