
При производстве растительных масел целевыми продуктами, помимо масла, являются мыло и жирные кислоты. К побочной продукции относятся многотоннажные твердые и жидкие отходы. Основная масса жидких отходов образуется на стадии щелочной рафинации масел, их количество составляет более 150 тыс. тонн в год. Назначение рафинации – удаление из масла свободных жирных кислот, снижающих его пищевую ценность. При обработке масла щелочью образуются соли жирных кислот – мыла, которые нерастворимы в нейтральном жире и образуют осадок, получивший название “cоапсток”.
Актуальной проблемой является получение высококонцентрированных соапстоков, с содержанием общего жира не менее 30% (по требованиям мыловаренных заводов). Однако, как правило, получаются довольно разбавленныесоапстоки, представляющие собой прямую эмульсию “масло в воде”. Роль эмульгаторов в них выполняют собственные ионогенные поверхностно – активные вещества – жирные кислоты и их соли, фосфолипиды (лецитин), глицериды, воски, формирующие защитный слой на поверхности капель масла, который предотвращает коалесценцию капель эмульсии.
К традиционным методам обогащения соапстока относятся химический (разложение соапстоков концентрированной серной кислотой или хлоридом натрия), выделение органических веществ с помощью органических спиртов и др. Каждый из них имеет свои достоинства, а недостаток у них общий – низкие экологические показатели, обусловленные использованием агрессивных сред, невысоким выходом жировых продуктов. В результате образуются большие объемы загрязненных сточных вод и теряются ценные компоненты сырья.
В связи с этим целью данной работы являлось повышение экологичности технологического процесса щелочной рафинации подсолнечного масла путем более полного извлечения из соапстока жирных кислот.
Объектом исследования являлся соапсток, образующийся при переработке растительных масел на стадии рафинации.
Аналитическими методами было установлено, что в состав образца входят глицериды, содержащие кислотные остатки непредельных жирных кислот (бромное число 12,4 г Br2/100), а также свободные жирные кислоты (кислотное число – 20,3 мг КОН/г).
Для выделения жировой составляющей в эмульсию отхода добавляли 60 – 80 мас.д., %воды, 1-4 мас.д.,% хлорида натрия и 0,1 – 0,4 мас.д., % деэмульгатора – неионогенного ПАВ – оксиэтилированногононилфенола (ОП – 7) согласно методике, описанной в работах [1, с.42], [2, с.11]. Наблюдения за процессом укрупнения капель масла, сопровождавшимся выделением жировой составляющей, проводили микроскопическим методом. Для исследований была выбрана модельная система “линолевая (9,12 – октадекадиеновая кислота – линолеат калия”, имитирующая жировую часть соапстока [1, с. 40].
Главной задачей исследования являлось создание условий для наиболее эффективного разделения эмульсии соапстока.
В первую очередь этому способствует добавление к эмульсии электролитов, которые не только сжимают двойной электрический слой, уменьшая заряд на поверхности капель эмульсии, но и переводят эмульгатор в малорастворимую в воде, но растворимую в масле форму. Фактически, для достижения разрушения прямой эмульсии соапстока необходимо создать условия для гидрофобизации адсорбционного слоя на поверхности капель жировой эмульсии.
Существует способ гидрофобизации эмульгаторов в поверхностном слое капель эмульсии вода – масло добавлением другого эмульгатора, что приводит к образованию эмульсии обратного типа.
При проведении исследований было установлено, что наибольшей эффективностью разрушающего действия на прямую эмульсию соапстока обладают добавки ОП-7 в количестве 0.2 мас.д,%. в присутствии 1 мас.д.,% NaCl.
В ходе микроскопических исследований для каждого из 4 образцов на основе линолевой кислоты были определены размеры более 300 капель эмульсий и построены дифференциальные кривые распределения капель по размерам (рис.1).
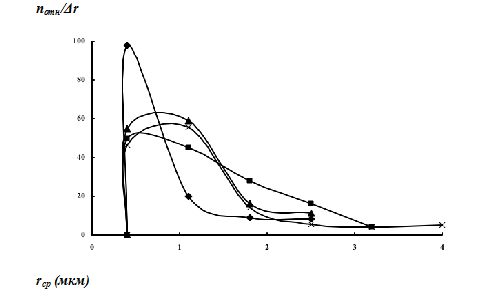
Рисунок 1. Дифференциальная кривая распределения числа капель nотн/Δr в зависимости от их среднего радиуса rср (мкм): 1 – линолевая кислота; линолевая кислота с добавками 2 – NaCl; 3 –ОП-7; 4 – NaCl и ОП-7
Фотографии типичных полей представлены на рис.2 а, б.

Рисунок 2. Микрофотографии эмульсий следующих составов: а – линолевая кислота; б) линолевая кислота с добавкой NaCl и ОП-7
Вид дифференциальных кривых зависимости nотн/Δr от среднего радиуса капель свидетельствует о том, что эмульсия линолевой кислоты без добавок электролита и НПАВ в основном состоит из мелких капель в интервале средних радиусов от 0,36 до 1,1 мкм, т.е. в узкой области rср эмульсии линолевой кислоты. При введении электролита, происходит укрупнение капель эмульсии, увеличивается полидисперсность системы, о чем свидетельствует более расплывчатый максимум, смещенный в сторону больших размеров капель эмульсии.
При введении в линолевую кислоту отдельно ОП-7 также происходит укрупнение капель, причем увеличивается не только степень полидисперсности, но и величина rср смещается в область больших значений (rср = 1,1 мкм), кроме того, начинает наблюдаться частичное обращение прямой эмульсии в обратную на некоторых участках. Добавление же к линолевой кислоте одновременно NaCl и ОП-7 приводит к появлению значительно более крупных капель (большинство имеют средний радиус 1,8 мкм) (рис. 2, б), что сопровождается увеличением количества обратной эмульсии.
Заключение
Установлено, что исследуемый соапсток является разбавленной эмульсией, что свидетельствует о необходимости его концентрирования. Экспериментально доказано, что оптимальными значениями концентраций, при которых происходит максимально эффективное выделение жировой составляющей соапстока, являются добавки 1 мас. % хлорида натрия, а количество вводимого неионогенного поверхностно-активного вещества – оксиэтилированногононилфенола должно составлять 0,2 мас, %. Повышение концентрации в соапстоке жировой фазы является одним из направлений ресурсосбережения при рафинации подсолнечного масла.
Внедрение результатов исследования в технологический процесс позволит сократить объемы загрязненных сточных вод и предотвратить потерю ценных компонентов соапстока.
Список литературы:
- Пояркова Т.Н., Сотникова Е.В., Сотников В.С.//Экология промышленного производства, 2013, вып. 3 (85), с.40-45
- Пояркова Т.Н., Сотникова Е.В., Сотников В.С. //Экология промышленного производства, 2014, вып.1(85), с.10-15[schema type=»book» name=»ОБЕСПЕЧЕНИЕ ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ ПРОЦЕССА ПРОИЗВОДСТВА РАСТИТЕЛЬНЫХ МАСЕЛ ПУТЕМ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ СЫРЬЯ» description=» Изучен механизм процесса выделения жировой составляющей из соапстока путем перевода прямой эмульсии отхода в обратную при комплексном воздействии электролита и поверхностно- активного вещества.» author=»Сотникова Елена Васильевна, Калпина Нина Юльевна, Попова Ольга Александровна» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-03-28″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_30.04.2015_04(13)» ebook=»yes» ]