
В OOO «ЧерметИнформСистемы» разработаны два новых способа прокатки профилей в многовалковых калибрах с использованием асимметричного деформирования. В частности предложен способ асимметричной прокатки металла в многовалковом калибре, образованном, по меньшей мере, тремя валками, включающий прокатку с рассогласованием скоростей валков, отличающийся тем, что окружные скорости всех валков в калибре задают отличающимися по величине друг от друга.[1, с. 1]
При такой прокатке, те участки на поверхности металла, которые контактируют с валками и при этом имеют меньшую скорость, притормаживаются, за счет чего металл получает меньшую вытяжку. Участки, контактирующие с валками, которые имеют большие окружные скорости, ускоряясь, получают большую вытяжку. При этом в калибре клети наблюдается неравномерное перераспределение вытяжек по сечению продеформированной заготовки. На рисунке 1 показан пример трёхвалкового калибра.
Таким образом, в калибре клети обеспечивается более полная проработка металла за счет больших сдвиговых деформаций, что позволяет получить более мелкий балл зерна.
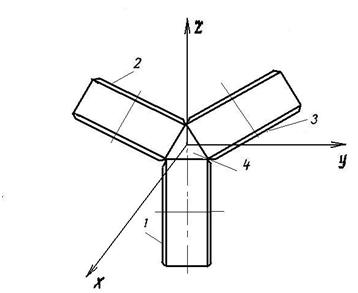
Рисунок 1. Трёхвалковый калибр
1,2,3 – рабочие валки, 4 – заготовка
Другой разработанный способ заключается в том, что прокатка металла осуществляется в четырехвалковом калибре, имеющем две пары параллельных валков, включающий прокатку с рассогласованием скоростей валков, причем окружные скорости одной пары задают одинаковыми, отличающийся тем, что окружные скорости валков другой пары задают отличными друг от друга и неравными скоростям первой пары[2, с. 1]:
v 1= v 3; v 1≠ v 2; v 1≠ v 4,
где v1, v2, v3, v4 – окружные скорости валков (индексы соответствуют позициям валков). На рисунке 2 изображен пример четырёхвалкового калибра.
В калибре клети, включающей две пары валков, одна из которых имеет одинаковую минимальную скорость, имеется существенная сдвиговая деформация, вследствие которой изгибается передний конец заготовки в сторону второго валка, имеющего наименьшую окружную скорость в паре горизонтальных валков. При различных соотношениях окружных скоростей валков в калибре будут наблюдаться различные варианты неравномерного распределения вытяжек, которые влияют на степень проработки металла за счет больших сдвиговых деформаций, что позволит получать требуемый балл зерна.
Рисунок 2. Четырёхвалковый калибр
1,2,3,4 – рабочие валки, 5 – заготовка
В настоящей работе приведены результаты исследования этого процесса в программном комплексе DEFORM 3D.
На рисунках 3-6 представлены некоторые результаты расчета параметров напряженно-деформированного состояния при асимметричной прокатке в трехвалковом калибре. На этих рисунках (в позициях а, б, в) последовательно показаны поперечные сечения профиля, соответственно, на расстоянии 0,3 ; 0,6 и 0,9 от плоскости входа металла в валки. Также на рисунках 3-6 присутствует численная шкала (позиция г), позволяющая определить конкретные величины параметра в различных точках поперечного сечения профиля.
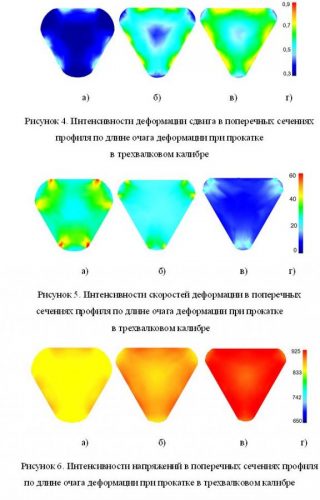
интенсивности скоростей деформации и интенсивности напряжений можно сказать, что напряженно-деформированное состояние, моделируемое программным комплексом «DEFORM 3D» не противоречит общепринятому пониманию физики процесса.
На рисунках 7-9 представлены результаты расчета параметров напряженно-деформированного состояния при асимметричной прокатке в четырехвалковом калибре. Параметры выбирались те же, что и при прокатке в трехвалковом калибре.
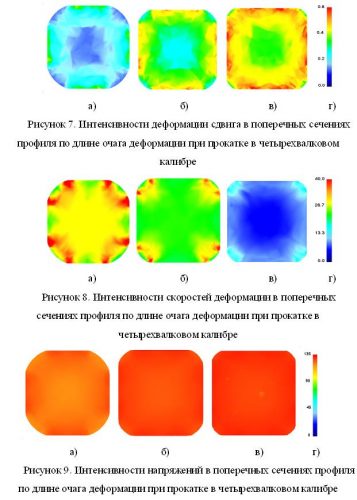
Также можно отметить, что моделируемое напряженно-деформированное состояние не противоречит общепринятому пониманию физики процесса.
Выводы:
- При моделировании процесса асимметричной прокатки профиля в программном комплексе «Deform 3D» использовались новые технологии асимметричной прокатки в трехвалковом и четырехвалковом калибрах;
- Моделируемое напряженно-деформированное состояние не противоречит общепринятому пониманию физики процесса.
Список использованных источников:
1 Пат. 2528601 Российская Федерация, МПК B21B1/00 (2006.01). Способ асимметричной прокатки металла /Песин А.М., Ткаченко А.П., Пустовойтов Д.О., Локотунина Н.М., Горкин Н.А., Бирюков М.А.; заявитель и патентообладатель Общество с ограниченной ответственностью «ЧерметИнформСистемы». — № 2013111897; заявл. 15.03.12; опубл. 20.09.14 – 3 с.
2 Пат. 2531337 Российская Федерация, МПК B21B1/00 (2006.01). Способ асимметричной прокатки металла /Песин А.М., Ткаченко А.П., Пустовойтов Д.О., Локотунина Н.М., Горкин Н.А., Бирюков М.А.; заявитель и патентообладатель Общество с ограниченной ответственностью «ЧерметИнформСистемы». — № 2013111708; заявл. 15.03.12; опубл. 20.09.14 – 3 с.
3 Бирюков М.А., Горкин Н.А., Пустовойтов Д.О., Ткаченко А.П. Исследование влияния степени деформации на геометрические параметры при прокатке шестигранного профиля в четырехвалковом калибре/«Наука и образование в 21 веке»: Сборник научных трудов по материалам Международной научно – практической конференции 30 декабря 2013 г. В 8 частях. Часть 5. Мин-во обр. и науки- М.: «АР-Консалт», 2014 г. – 170 с[schema type=»book» name=»НОВЫЕ СПОСОБЫ АСИММЕТРИЧНОЙ ПРОКАТКИ ПРОФИЛЕЙ В МНОГОВАЛКОВЫХ КАЛИБРАХ» author=»Драпека Олеся Дмитриевна, Бирюков Максим Александрович» publisher=»басаранович екатерина» pubdate=»2017-06-15″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_ 30.12.2014_12(09)» ebook=»yes» ]