
В данной работе рассматривается математическая модель процесса сборки деталей для метода индивидуального подбора. В значительной степени параметры качества изделия зависят от уровня технологии и характеристик процессов сборки. Сборка является финальным и наиболее серьезным этапом производства изделия. Основной показатель качества сборки изделия – это точность, оцениваемая величиной погрешности размера замыкающего звена.
Обычно качество сборки обеспечивается методами взаимозаменяемости или компенсации. При этом получившиеся параметры качества готового изделия оцениваются после окончания сборки.
Метод индивидуального подбора может быть использован для сборки высокоточных изделий в ситуации, когда необходимое качество изготовления деталей существенно превышает возможности имеющихся методов изготовления деталей [3]. Основная идея метода подбора заключается в предварительном подборе деталей до сборки таким образом, чтобы они в максимально возможной степени компенсировали погрешности изготовления друг друга. При этом управляемость процесса обеспечивается введением дополнительной операции, выполняемой на компьютере, позволяющей комплектовать детали перед сборкой. В результате, слесарь-сборщик получает комплект деталей и сборочных единиц, а также указания, в каком относительном расположении необходимо соединить их в данном изделии.
Для практического применения метода подбора необходима разработка теоретического метода расчетного определения достигаемой при его использовании точности. Сложность задачи состоит в том, что достигаемые параметры точности носят вероятностный характер. Поэтому для решения этой задачи использовано математическое моделирование процесса образования погрешности при соединении двух деталей.
В качестве объекта для анализа рассмотрено простейшее изделие, состоящее из двух деталей с размерами А1 и А2, являющимися составляющими звеньями возникающей при сборке размерной цепи, уравнение которой АΔ = |А1 — А2|. Схема размерной цепи представлена на рисунке 1. Для упрощения обработки и интерпретации получаемых результатов принято, что А1ном=А2ном , то есть номинальное целевое значение величины замыкающего звена равно нулю AΔц=0.
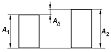
Рисунок 1 — Схема размерной цепи
Принцип алгоритма подбора заключается в следующем [4]: величины действительных размеров собираемых деталей А1i и А2j, находящихся в данный момент на сборочном складе, упорядочиваются и для каждой детали А1i (в порядке возрастания размеров), начиная с первой (i=1…l), производится подбор сопрягаемых деталей A2j (j=1…m) и определяется величина замыкающего звена. Вариант, при котором величина образовавшегося замыкающего звена имеет минимальное отклонение от целевого значения, считается наилучшим, запоминается, а соответствующие ему А11 и A2j удаляются из базы данных. Затем процесс повторяется для следующей детали А12 и т. д.
Из теории управления качеством [7] известно, что при использовании статистического управления технологическими процессами изготовления деталей, то есть так называемых «налаженных» процессов, распределение действительных размеров изготавливаемых деталей соответствует нормальному закону. Описанный выше процесс подбора математически можно интерпретировать следующим образом [4,5]:
– имеются N1 деталей А1 и N2 деталей А2, размеры которых являются случайными величинами, распределенными по нормальному закону на интервалах (А1min , А1max) и (А2min , А2max) соответственно, где Аmin и Аmax минимально и максимально допустимые размеры деталей, то есть все детали годные;
– необходимо найти функцию зависимости максимального значения отклонения образовавшегося замыкающего звена АΔk от целевого значения AΔц.
Пусть текущие значения размеров собираемой пары деталей А1i = x1, A2j = x2. Тогда текущее значение размера замыкающего звена
![]() (1)
(1)
В наилучшем случае, когда x1 = x2, величина ADij=0. При самом плохом варианте такого подбора x2 находится на максимальном расстоянии от x1. Иллюстрация размера величины замыкающего звена приведена на рисунке 2.
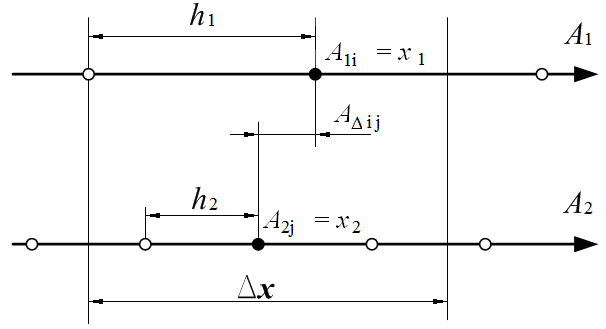
Рисунок 2 – Текущее значение размера замыкающего звена
Для оценки зависимости максимальной величины замыкающего звена от величин размеров деталей, предлагается следующая модель.
Имеется выборка, состоящая из N деталей, размер которых – случайная величина, распределенная по нормальному закону со средним выборочным m и выборочным средним квадратическим отклонением s. Наиболее вероятное количество деталей n на произвольном интервале (x, x + Dx), с точностью до бесконечно малых высшего порядка относительно Dx, можно вычислить по формуле [2]:
 (2)
(2)
Среднее расстояние h между размерами соседних деталей, определим следующим образом:
![]() (3)
(3)
Определим максимальную величину замыкающего звена для двух заданных выборок собираемых деталей объемом N1, N2 с известными средними выборочными и выборочными отклонениями s1, s2 на интервале (x, x + Dx).
 (4)
(4)
Функциональная зависимость величины ADmax(x), с помощью формул (2) и (4) примет вид:
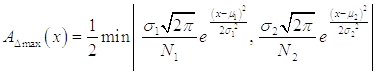 (5)
(5)
![]()
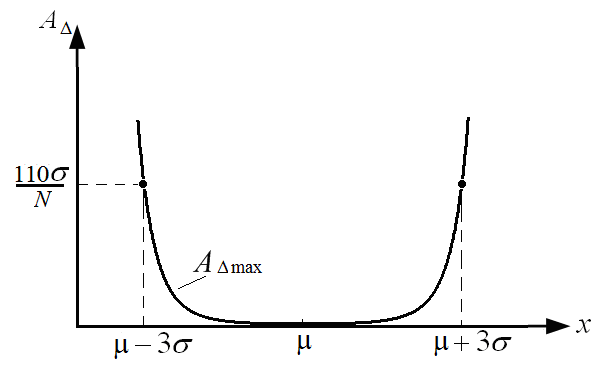
Рисунок 3 – Зависимость максимальной величины
замыкающего звена от величин размеров деталей
График показывает, что для деталей со средними значениями размеров вероятная величина образующегося при сборке замыкающего звена наиболее близка к целевому значению, то есть достигается максимальное качество. Для деталей с крайними значениями размеров эта погрешность будет гораздо больше, поскольку, из-за «редкости» деталей расстояние АΔij увеличивается.
Формула (5) позволяет прогнозировать предполагаемый результат сборки для случая, если величины действительных размеров собираемых деталей заданы нормальным вероятностным законом.
Аналогичные зависимости установлены и для других законов распределения. Предложена универсальная формула определения отклонения замыкающего звена при сборке методом подбора. В обобщенном виде эта зависимость может быть представлена таким образом:
 , (6)
, (6)
где f1(x) и f2(x) – плотности распределения вероятностей случайных величин, характеризующих величины размеров деталей – составляющих звеньев сборочной размерной цепи.
В ходе выполнения исследования повышения качества сборки путем индивидуального подбора деталей возникла необходимость решения следующих задач:
— генерирования значений размеров деталей;
— осуществления виртуальной сборки;
— статистического анализа результатов для большого количества выборок.
В связи с этим был разработан алгоритм, предназначенный для решения указанных задач. На основании алгоритма создан программный комплекс. Для проведения расчетов и интерпретации результатов использована программная среда Microsoft Excel, программа комплектации деталей написана на языке программирования Visual Basic for Applications (VBA) Excel.
В разработанной математической модели процесса сборки используются параметры вероятностных законов распределений для следующих ситуаций:
– обе случайные величины распределены по нормальному закону;
– одна случайная величина подчинена равномерному закону, вторая – нормальному.
Приведем примеры работы программы для налаженного процесса (размеры деталей распределены по нормальному закону) и выборок одинакового объема N1 = N2 = N для N=50 и N=200.
Генерируются две выборки размеров деталей и рассчитываются параметры распределений каждой из выборок, для наглядности строятся гистограммы распределений. В данном случае, величины заданы нормальным законом распределения. Было принято, что номинальные значения размеров увеличивающих и уменьшающих звеньев одинаковы и равны 10±0,5, номинальное значение размера замыкающего звена равно нулю, поле рассеяния его при использовании метода полной взаимозаменяемости ±1 [6].
Результат этого этапа для случая N=200 приведен на рисунке 4.
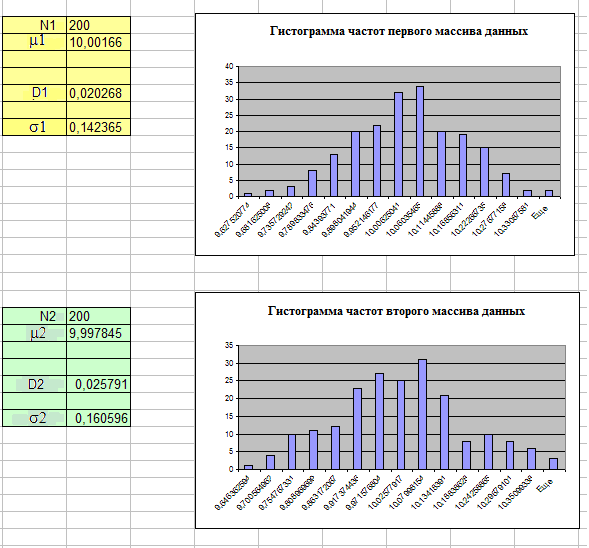
Рисунок 4 – Гистограммы и параметры распределения
смоделированных выборок.
По этим данным на основе алгоритма метода индивидуального подбора комплектуются пары деталей и рассчитывается величина замыкающего звена для них. Далее по формуле (5) получается теоретический результат, который представляется в виде графика. Иллюстрация результатов этого этапа для N=50 приведена на рисунке 5. Точечная диаграмма здесь изображает размеры замыкающего звена полученных комплектов, а график – теоретическую кривую.
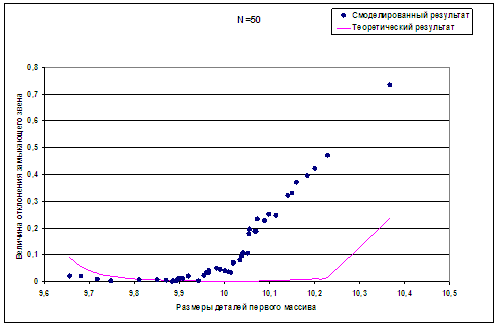
Рисунок 5 – Результат работы программы расчета величины
отклонения замыкающего звена для выборок из 50 деталей
На рисунке 6 представлен результат моделирования размера замыкающего звена для выборок из двухсот деталей. При этом можно заметить, что с увеличением объема выборки теоретическая функция лучше аппроксимирует смоделированные результаты.
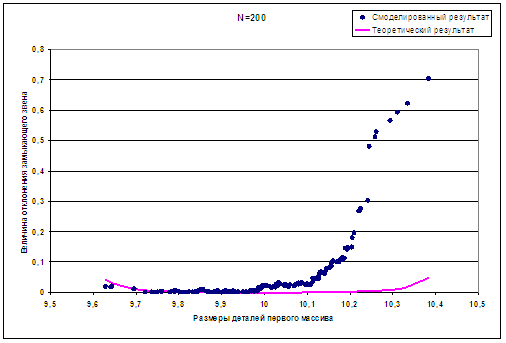
Рисунок 6 – Результат работы программы расчета величины
отклонения замыкающего звена для выборок размером 200 деталей
Поскольку детали первого массива были упорядочены по возрастанию перед выполнением программы, то и результат выводится в зависимости от размера деталей первого массива. Анализируя результаты, представленные на рисунках 5 и 6, можно заметить, что к завершению процесса комплектации возможных оптимальных вариантов подбора становится все меньше. Поэтому при увеличении размеров деталей погрешность увеличивается.
На последнем этапе работы программы на экран выводятся номера деталей в комплектах.
Анализируя проведенные эксперименты и обобщая полученные данные, можно сделать выводы:
– программа комплектует детали таким образом, что в среднем 80 % готовых изделий имеют размер замыкающего звена в 10 раз меньше предельно допустимого;
– по мере убывания имеющихся в наличии деталей результат сборки несколько ухудшается; исправить ситуацию можно, если количество деталей второго типа будет превышать количество деталей первого типа, чтобы к завершению процесса комплектации оставался запас возможных оптимальных вариантов подбора;
– теоретическая функция правильно описывает происходящий процесс, но опираться на расчеты с ее помощью можно только для выборок большой численности.
Список литературы:
- Айвазян С.А., Енюков И.С., Мешалкин Л.Д. – Прикладная статистика: основы моделирования и первичная обработка данных. Справочное издание. – М.: Финансы и статистика, 1983. – 471 с.
- Кобзарь А.И., Прикладная математическая статистика. Для инженеров и научных работников. – М.: ФИЗМАТЛИТ, 2006. – 816 с.
- Майорова Е. А., Непомилуев В. В. Исследование возможностей повышения качества сборки путем использования индивидуального подбора деталей // Сборка в машиностроении, приборостроении. – 2006. – № 10. – С. 34–38.
- Непомилуев В. В., Олейникова Е. В., Гусарова Н. И. Вероятностно-статистическая модель процесса индивидуального подбора деталей// Сборка в машиностроении, приборостроении. – 2015 – № 1 – с. 8–13.
- Олейникова Е.В. Разработка функциональной модели образования погрешности при использовании метода подбора// Известия Юго-Западного Государственного Университета. Серия Техника и технологии. –2014– №4 – с.28-32
- НепомилуевВ. В., Олейникова Е. В. Методология обеспечения робастности процесса сборки на основе метода индивидуального подбора деталей// Вестник РГАТУ им.П.А. Соловьева. – 2015 – № 1(32) – с. 108–112.
- Genichi Taguchi. Taguchi’s Quality Engineering Handbook. John Wiley & Sons, Inc. ASI Consulting Group, LLC, Livonia, Michigan. – 2005 – 1804 p.[schema type=»book» name=»ИСПОЛЬЗОВАНИЕ ПРОГРАММНОГО МОДЕЛИРОВАНИЯ МЕТОДА ПОДБОРА ДЛЯ УМЕНЬШЕНИЯ ВЕЛИЧИНЫ ЗАМЫКАЮЩЕГО ЗВЕНА ПРИ СБОРКЕ» description=»Цель работы – оценить величину замыкающего звена при сборке с использованием метода подбора деталей. Используется вероятностный метод построения теоретической кривой и компьютерное моделирование комплектации. В результате проведенных экспериментов с помощью разработанного программного комплекса, получены выводы о целесообразности введения в процесс сборки операции предварительного подбора деталей.» author=»Гусарова Надежда Ивановна, Олейникова Елена Валентиновна» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-02-07″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_29.08.15_08(17)» ebook=»yes» ]