
Введение
Производство машиностроительных заготовок совмещенными процессами литья и обработки давлением обладает очевидным инновационным потенциалом, который до настоящего времени используется не эффективно [1,2].
Можно сказать, что состояние жидкой штамповки и литья под давлением сплавов на основе меди, железа и других высокотемпературных сплавов, где фактором, сдерживающим развитие процессов, выступает износ и разрушение формообразующих вкладышей штампов и пресс-форм, характеризуется как застойное.
В этих условиях развитие теории и технологии совмещенных процессов в отношении высокопрочных термически упрочненных сплавов на основе алюминия вправе рассматривать, как компромисс между качеством и стоимостью металлопродукции.
Объект исследования и разработки
В качестве характерной заготовки для последующей разработки технологии изготовления тех или иных деталей может быть выбран цилиндр Ø80х60 мм из сплава, например, B95 (ГОСТ 4784 – 97).
Альтернативой прокату соответствующего диаметра выдвигается отливка с минимальными технологическими уклонами и припусками на мех. обработку.
Процесс получения, как видно из рис.1, включает заливку жидкого металла в полость формы 1, из которой воздух отводится в вакуумную систему. Обработка давлением заключается в том, что движущиеся навстречу друг другу прессующие плунжеры 2 и 3 запрессовывают под определенным давлением внутрь отливки некоторый объем жидкого металла Vr, обеспечивающий отсутствие дефектов газо-усадочного происхождения и формирование структуры, существенно отличающейся и от проката, и от литого металла.
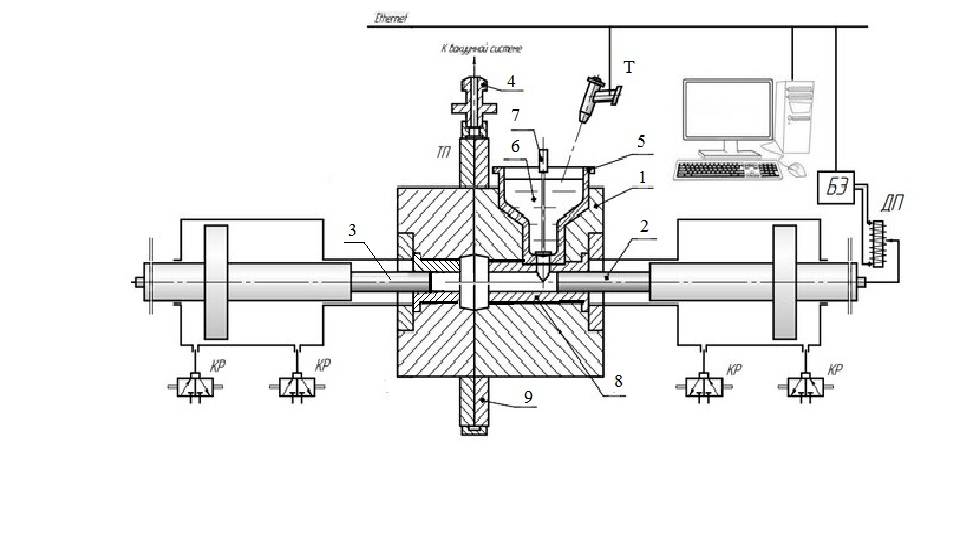
Рисунок 1. Технологическая схема процесса заливки металла и наложения давления
Обозначения:
1- форма; 2,3-левый и правый плунжеры соответственно; 4- штуцер вакуумной системы; 5- чаша заливочная; 6- жидкий металл; 7- стопор; 8-камера прессования; 9- кольцо армирующее.
КР- клапан распределительный; Т-пирометр; ДП- датчик перемещения; БЭ- блок электронный
Задачей исследования при этом является получение достоверных данных и знаний о свойствах и поведении жидкого металла в условиях наложения давления, необходимых для создания и настройки системы автоматического или автоматизированного управления.
Методика исследования
За более чем столетнюю историю использования давления при литье не выявлено каких-либо закономерностей поведения жидкого металла в условиях воздействия на атомы сжимающих усилий.
Если рассматривать расплавленный металл как жидкость, то речь может идти о незначительном изменении объема (по законам физики, жидкость не сжимаема).
Нет оснований связывать поведение жидкого металла с пластическим течением.
Учитывая, что под влиянием давления вязкость жидкого металла будет возрастать, вправе предположить, что зависимость объема металла от величины и скорости наложения давления сложным образом связана с составом сплава, распределением температур, растворенными газами и другими факторами.
В этой связи указанную зависимость предложено устанавливать с учетом результатов измерений той части общего объема залитого металла, которая под давлением может быть запрессована. То есть речь идет об измерении объема Vr.
Для этого с помощью компьютерной информационно-измерительной системы осуществлена запись циклограмм (рис.2), на которых видно движение плунжеров и изменение давления в гидроцилиндрах пресса.
При диаметре плунжеров 22 мм, давление в гидросистеме 10 МПа и усилии, развиваемом гидроцилиндром 0,3 МН давление на металл, поднимали до 500 МПа (рис.4).
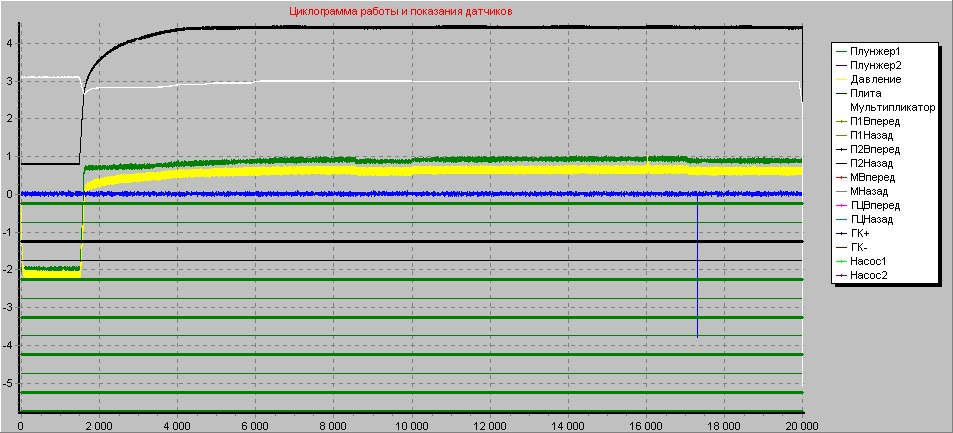
Рисунок 2. Циклограмма процесса
Обсуждение результатов
Обработка осциллограмм позволила представить развитие во времени процесса обработки расплавленного металла давлением с учетом фактического перемещения плунжеров в мм (рис.3).
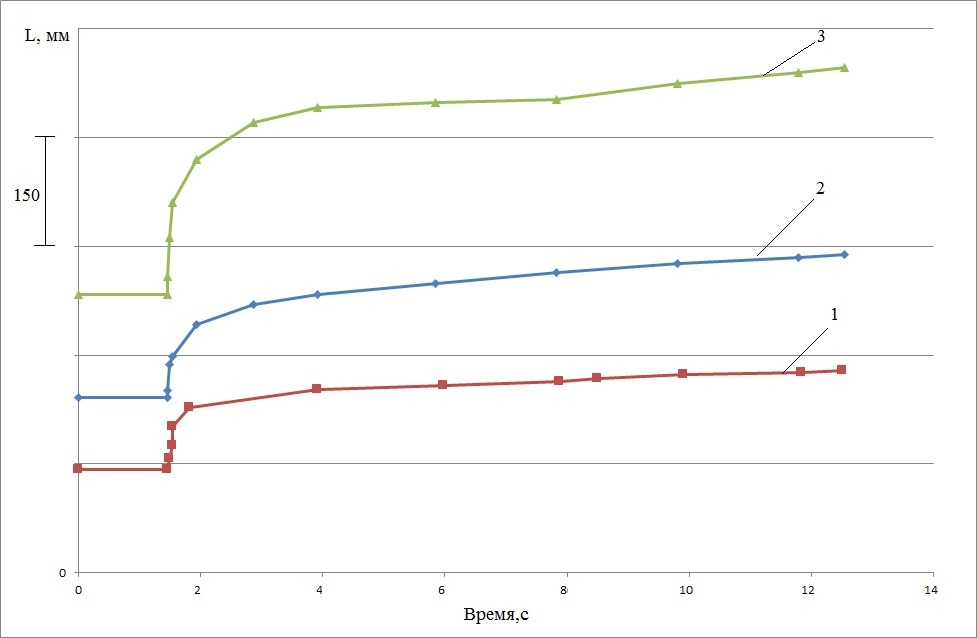
Рисунок 3. Расшифровка циклограммы
Обозначения:
1-плунжер 2; 2- плунжер 3; 3- суммарное перемещение плунжеров.
Суммирование перемещений плунжеров (кривая 3) дает возможность рассчитать объем Vr.
Тогда относительная сжимаемость будет равна:
![]() ( 1 )
( 1 )
Где V0-общий объем металла, залитого в форму.
График изменения ɛ во времени приведен на рис.4. Обращают на себя внимание три характерных участка: ОА, АВ и ВС.
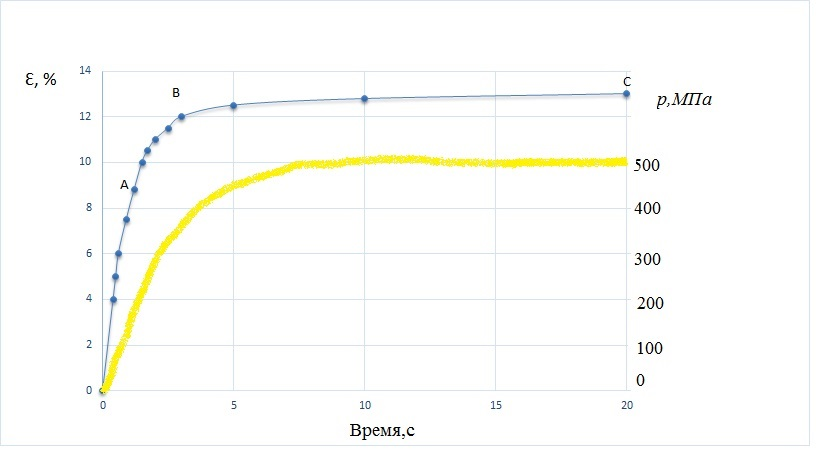
Рисунок 4. Изменение сжимаемости в зависимости от времени и давления
Можно предположить, что на участке ОА происходит относительно быстрое сближение атомов, находящихся в жидком бесструктурном состоянии. Относительно легкое (P <100 МПа) сближение атомов и значительное на 5…7% уменьшение объема в определенной степени может связано со сжатием растворенных в металле газов. Возможно, что амплитуда колебаний атомов при этом настолько велика, что для их сближения больших внешних усилий не требуется. Поэтому применение даже сравнительно небольшого давления может дать значительный эффект повышения плотности металла.
На участке АВ зависимость приобретает убывающий характер. Дальнейшее сближение атомов становится невозможным, как невозможно сближение геометрически правильных шаров. Если бы не было отвода теплоты, такое состояние могло бы оставаться неизменным.
В сумме два участка характеризуют поведение жидкого металла под давлением как упругое сжатие пружины, которая после разгрузки восстанавливает форму и размеры.
С технологической точки зрения сжатое состояние может быть использовано для предельно возможного уплотнения металла и точного воспроизведения конфигурации и рельефа формы.
Уместно отметить, что обработка металлов давлением в жидком состоянии во всем объеме до настоящего времени в промышленности не применяется.
Вероятно, причина в том, что в процессе последующей выдержки, если не снижать давление, движение плунжеров внутрь полости отливки продолжается, так что сжимаемость на участке ВС может составлять 2…3%. Это означает, что, если по какой-либо причине, давление на металл не воздействует, в нем развиваются усадочные процессы, которые приведут к формированию скрытых, рассредоточенных дефектов в расположении атомов. Напротив, преодолевая сопротивление кристаллизующегося металла, и, запрессовывая дополнительные 2…3% объема, можно создать литой материал, плотность которого сопоставима с плотностью деформированного металла.
В подтверждение вышесказанного предположения можно привести косвенные данные различных авторов о том, что в момент перехода из жидкого состояния в твердое происходит скачкообразное уменьшение объема. То есть в окрестности каждого атома, когда он входит в решетку кристалла остается свободное пространство. Наложением давления сопротивление уже закристаллизовавшихся объемов металла можно преодолевать, создавая тем самым условия для дополнительной «подпитки» жидкости, которая переходит в кристаллическое состояние.
Отсюда следует, что значение давления не исчерпывается только эффектом сближения и уплотнения атомов. Не менее важная роль давления может быть связана с преодолением сопротивления продавливанию металла в те части объема, где дополнительный объем жидкого металла необходим для компенсации усадки на микроуровне.
Вероятно, задача управления наложением давления требует построения формализованной модели, устанавливающей зависимость сжимаемости от величины давления и времени его наложения. Кривую Ɛ(τ) на рис.4 можно представить тремя уравнениями следующего вида:
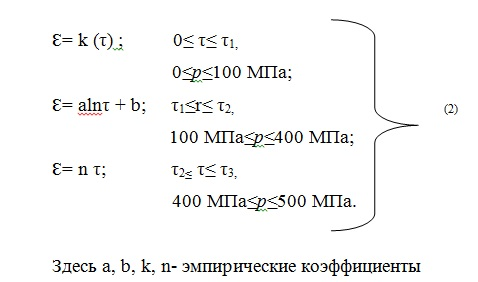
Однако такая модель не учитывает влияния состава сплава. Кроме того, из поля зрения выпадают особенности жидкого, жидко-твердого, вязкого, твердо-жидкого, кристаллического, пластического и упругого состояния.
На циклограмме, представленной на рис.5, наглядно видно, что в момент отключения давления жидкий металл ведет себя как упругое тело. Силы упругости настолько велики, что преодолевают силы трения и отбрасывают прессующий поршень (рис.1) на значительное расстояние.
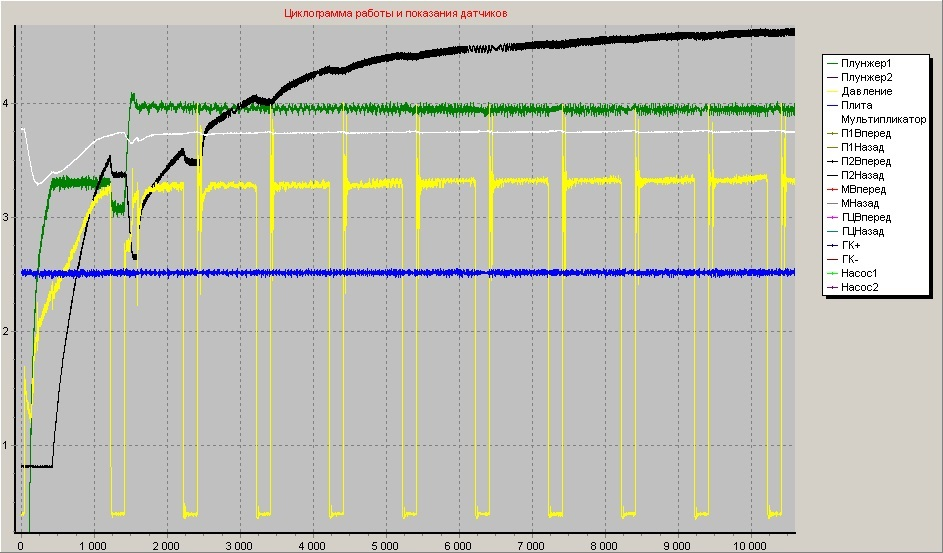
Рисунок 5. Циклограмма, иллюстрирующая проявление упругости, сжимаемости и других свойств жидкого металла в условиях наложения давления
На той же циклограмме зафиксирован аномальный эффект «вакуумного всасывания» прессующего плунжера внутрь отливки. Вероятно, во время остановки плунжера в процессе перехода из жидкого в кристаллическое состояние силы межатомного взаимодействия, в данном случае взаимного сближения, проявили способность втягивать тот же поршень в противоположном направлении.
Задача управления
Приведенные здесь результаты экспериментальных исследований показывают, что во время наложения давления жидкий металл проявляет свойства сложного реологического тела.
Использование серийно выпускаемых машин и процессов для обработки расплавленного металла давлением бесперспективно, так как это оборудование не может обеспечить управление изменением давления по определенному, заранее установленному закону.
Разрабатываемые системы управления необходимо оснащать динамическими экспертными системами. Информация о поведении металла под давлением в таких системах может быть доведена до уровня концептуальных знаний, на основе которых будут разрабатываться соответствующие технологические процессы и алгоритмы управления.
Список литературы:
- Korostelev V.F. , Bolshakov A.E. Process control of steel production. European Applied Sciences is an international. 2013. N 2 (January) P. 195-197К
- Коростелев. В.Ф. Теория, технология и автоматизация литья с наложением давления. М. : Новые технологии, 2004.224 с.[schema type=»book» name=»ЗАДАЧА УПРАВЛЕНИЯ ПРОЦССОМ ЛИТЬЯ И КРИСТАЛЛИЗАЦИИ ПОД ДАВЛЕНИЕМ» description=»В представленной работе изучено поведение сплава B95 под давлением в жидком состоянии и в процессе кристаллизации. Обращено внимание на три стадии сжимаемости жидкого металла. Результаты исследований могут быть использованы в процессе создания управляющих программ работы оборудования, предназначенного для производства машиностроительных заготовок совмещенными методами литья и прессования.» author=» Коростелев Владимир Федорович, Гущина Александра Эдуардовна» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-02-21″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_25.07.15_07(16)» ebook=»yes» ]