
Экспертиза промышленной безопасности различного оборудования, технических устройств, зданий и сооружений, находящихся в эксплуатации на опасных производственных объектах, решение вопроса о возможности и сроках дальнейшей безопасной эксплуатации объектов экспертизы, требует знаний в самых различных областях. При разработке программ экспертизы промышленной безопасности необходимо учитывать большое количество факторов, оказывающих влияние на техническое состояние оборудования. Одним из них, несомненно, является материал, из которого изготовлены элементы оборудования и конструкций, а так же технологии их изготовления. В процессе изготовления металлические изделия проходят технологический цикл, включающий следующие технологические операции: плавка, литье, обработка давлением, термическая и механическая обработка, соединение с другими заготовками, например, путем сварки. На каждом этапе в изделиях могут возникнуть дефекты.
В верхней части слитка (заготовка) и отливки (изделие близко к готовности) в результате уменьшения объема металла при застывании возникают усадочные раковины. Раковина продолжается в глубину металла в виде рыхлоты – хвоста. Эту часть металла удаляют. При литье в металле возникают пузыри и поры из-за выделения газов. Возникает ликвация – неоднородность химического состава. При заливке жидкого металла в форму в его течении могут возникнуть перерывы, это ведет к образованию неслитин и неспаев. При засорении и окислении расплавленного металла получаются неметаллические включения и окисные плены. При быстром остывании слитка или отливки возникают горячие трещины с окисленной поверхностью. Холодные (не окисленные) трещины возникают в результате разной скорости охлаждения.
В дальнейшем слитки проходят обработку давлением (ковкой, прессованием, штамповкой или прокаткой). При этом остатки усадочных раковин и большинство других дефектов деформируется (расплющивается), при этом они превращаются в расслоения и волосовины. Горячие трещины иногда раскрываются, образуют «скворечники», холодные трещины могут завариться. Также возможно возникновение новых дефектов: пресс-утяжины, ковочные трещины, рванины – надрывы на поверхности, образовавшиеся вследствие недостаточной пластичности, заковы, закаты – завернувшийся и прижатый к поверхности металл, флокены – трещины от выделившегося водорода, риски – канавки на поверхности от посторонних частиц на инструменте.
При сварке плавлением могут возникнуть дефекты, свойственные для литого металла: усадочные раковины, поры, различные включения. Кроме того, при сварке может возникнуть непровар, вогнутость шва, смещение кромок, прожог, сварочные трещины и многие другие. Трещины возникают из-за неправильной конструкции сварного изделия, неправильного термического режима сварки, влияния дефектов основного металла.
Термическая обработка состоит в нагреве и последующем медленном или быстром охлаждении металлов и сплавов, в результате этого снимаются внутренние напряжения. Термообработку проводят после обработки давлением и сварки. Дефекты термообработки – неправильный режим нагрева и охлаждения, в результате чего структура и свойства сплава не соответствуют заданным.
Выше мы говорили о дефектах металлов. Но дефекты типа трещин свойственны и неметаллам. В пластмассах, слоистых композитах так же могут образовываться дефекты. Бетон получают после затвердевания смеси из вяжущего вещества (цемента), воды и заполнителя (песка, гравия). Железобетон – монолитно соединенные бетон и стальной каркас (арматура). В бетоне и железобетоне возникают дефекты типа раковин и пузырей в результате неплотной набивки формы или выделения газов. Часто встречается специфический дефект — неправильный состав или технология изготовления, снижающие прочность.
В процессе эксплуатации влияние дефектов на изделие сильно зависит от типа нагрузки. Статическая, то есть постоянная или медленно меняющаяся нагрузка, наиболее благоприятна для изделий. Однако большая длительность нагрузки вызывает постепенно возрастающую деформацию, приводящую к разрушению изделия (ползучести). Большую опасность представляет динамическая, ударная нагрузка. Переменная нагрузка возникает в результате переменных механических или термических напряжений. Она приводит к развитию дефектов, от которых распространяются усталостные трещины.
Дефекты снижают прочность изделий, сокращают срок их службы. Это особенно относится к изделиям работающим при переменных нагрузках, смене температур, в коррозионных средах. Наибольшее влияние оказывают тонкие плоские (плоскостные) дефекты, склонные к развитию, трещины. Дефекты округлой формы (объемные) менее склонны к развитию и оказывают меньшее влияние на прочность изделий.
Рассмотрим причины развития дефектов по действием многократных нагрузок. Под влиянием нагрузки в изделии создаются напряжения. На рисунке 1 показано распределение напряжений по сечению образца при его растяжении. В сечении дефектного образца распределение неравномерное. Наибольшая концентрация напряжений возникает у концов дефектов. Отношение максимального напряжения к среднему значению, соответствующему недефектному образцу называют коэффициентом концентрации. Для дефектов округлой формы он равен 2-5, а с острыми краями – достигает 10-100.
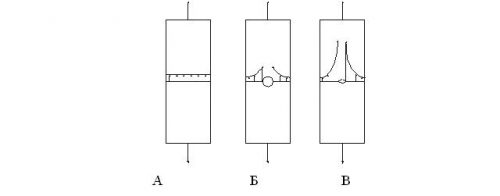
Рис. 1 А – образец без дефектка, Б – образец с округлым дефектом, В – образец с острыми краями
При однократной статической нагрузке материал образца пластически деформируется, что способствует выравниванию максимальных напряжений до значения, соответствующего пределу текучести, и в результате образец не разрушается. Однако при этом в его материале в местах концентрации напряжений произойдут нарушения структуры: возникнут микротрещины. При повторных нагрузках это приведет к развитию дефектов и разрушению образца.
Как видно, с точки зрения работоспособности изделия, особенно испытывающего многократные (усталостные) нагрузки, наиболее опасны плоские дефекты с острыми краями: трещины, неслитины (в литье), непровары (в сварных соединениях). Дефекты округлой формы (шлаковые включения, газовые поры) менее опасны.
Надо отметить, что в практике проведения технического диагностирования приходится сталкиваться с наличием трещин и других дефектов в изделиях, причем иногда трещины могут долго находиться в конструкции, не проявляя тенденции к росту и будучи стабильными. Это объясняется пластическими свойствами материала.
В механике разрушений предложен энергетический подход к решению задачи об устойчивости трещины. Согласно ему, для продвижения острия трещины необходимо разрушить внутренние связи, для чего должна быть затрачена работа, которая в пластине с фиксированными закреплениями может быть затрачена лишь силами упругости. Вводится понятие критического коэффициента интенсивности напряжений КIС. Значение КIС, при котором возможно малое продвижение трещины, поскольку высвобождаемая энергия деформации у конца трещины равна требуемой работе разрушения, называется критическим коэффициентом интенсивности напряжений.
Коэффициент КIС выражает способность материала к сопротивлению росту трещин и иногда называется вязкостью разрушения. Чем больше КIС, тем выше трещиностойкость материала. Величины КIС определяются экспериментально в соответствии с ГОСТами (см. ГОСТ 25.506-85 Расчет и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении). Условие устойчивости трещины записывается в виде неравенства КI ≤ КIС, где КI – коэффициент интенсивности напряжений у острия трещины в рассматриваемом элементе конструкции. Связь между критическим напряжением σкр и критическим размером трещины lкр выражается формулой
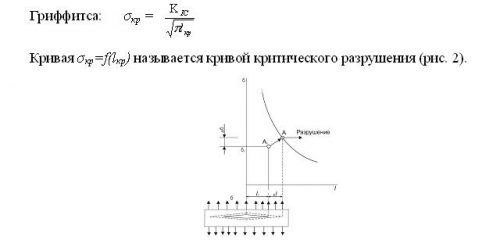
Рис. 2 Кривая критического разрушения
Если при данной длине трещины l=l0 и напряжении σ= σ0 соответствующая точка А0(l0, σ0) лежит ниже кривой критического разрушения, то рост трещины энергетически невозможен. Как только трещина подросла до l+∆l0 (это может произойти за счет коррозии или циклического во времени нагружения конструкции), а напряжения возросли до σ+∆σ0 и точка А0 перешла в положение А, так трещина становится неустойчивой. Малейшее ее продвижение приводит к выделению энергии деформации большей, чем требуется на работу разрушения, вследствие чего быстро формируется динамический процесс распространения трещины. В стали скорость этого процесса равна 5600 м/с, что создает эффект мгновенного распространения трещины и хрупкого разрушения конструкции. Выделение энергии деформации в короткий промежуток времени создает впечатление взрывоподобного разрушения.
Понятно, что являясь сильным концентратором напряжений и имея возможность роста из-за различных факторов, трещины очень опасны. Поэтому они не допускаются в элементах оборудования работающего под давлением и различных металлических конструкциях.
Все негативные факторы, связанные с возможностью наличия дефектов в материале могут быть усугублены, например, неправильным выбором материала для тех или иных условий. Известен случай разрушения вертикального стального резервуара в районе Крайнего Севера. Разрушение произошло зимой при температурах ниже минус 300С. Расследование показало, что резервуар был изготовлен из стали Ст3кп по ГОСТ 380, тогда как данная сталь предназначена для конструкций, работающих в интервале температур от минус 10 до 400С.
При проведении экспертизы промышленной безопасности объекта, большое значение имеет правильная оценка дефекта, степени его опасности, его склонность к развитию, что в конечном итоге является основой для принятия решения о возможности и сроках дальнейшей эксплуатации оборудования и конструкций. Например закаты металла, которые иногда встречаются в барабанах котлов и на гибах труб, должны быть выбраны с помощью абразивного инструмента, полнота выборки проконтролирована визуальным контролем и магнитопорошковой или капиллярной дефектоскопией либо травлением, ультразвуковая толщинометрия в зоне выборки проводится чтобы убедиться, что толщина стенки не стала менее расчетной для данного элемента. После выполнения всех этих операций, на основании полученных результатов можно сделать вывод о работоспособности оборудования и его соответствии требованиям промышленной безопасности.
Достаточно часто приходится сталкиваться с расслоениями металла в элементах и конструкциях. Например, при проведении экспертизы промышленной безопасности трубопровода пара было обнаружено недопустимое утонение концентрического перехода 219-159 мм. Переход был заменен, а дефектный элемент обследован, при этом выяснилось, что в металле перехода вдоль оси имеется зона расслоения металла глубиной более половины толщины элемента.
Интересен случай, произошедший при экспертизе промышленной безопасности сосуда – газосепаратора V-4 м3, изготовленного из стали 09 Г2С-8 ГОСТ 5520-79. К моменту обследования сосуд отработал 20 лет. При проведении ультразвуковой толщинометрии в материале сосуда были обнаружены многочисленные единичные дефекты протяжённостью до 10 мм, залегающие на различных глубинах толщины металла в средней части, предположительно возникшие при прокатке листа. Для выяснения общей картины, дополнительно была исследована площадка 150 × 150 мм на корпусе сосуда. При этом проведена ультразвуковая толщинометрия по всей поверхности площадки с наружной и внутренней стороны, ультразвуковая дефектоскопия металла площадки на расслоение с наружной стороны, а также магнитопорошковая дефектоскопия наружной и внутренней поверхности площадки. Выхода дефектов на поверхность не обнаружили. Материалы диагностирования были направлены в специализированную научно-исследовательскую организацию, которая выдала заключение, что данные дефекты проката не являются развивающимися, оборудование соответствует требованиям промышленной безопасности и продлила срок его эксплуатации. Таким образом, правильная оценка результатов диагностирования, опирающаяся на опыт, накопленный в этом вопросе научными организациями страны, позволила владельцу сосуда избежать дополнительных затрат на замену оборудования.
Как видим, возникновение дефектов в материале возможно на всем протяжении изготовления и эксплуатации оборудования и конструкций. При проведении экспертизы промышленной безопасности объектов, эксперт обязан всесторонне изучить представленные материалы, чтобы установить соответствие объекта экспертизы требованиям промышленной безопасности, грамотно оценить степень опасности дефектов, необходимость их исправления и возможность дальнейшей безопасной эксплуатации оборудования.
Список литературы:
- Астафьев В.И., Радаев Ю.Н., Степанова Л.В. Нелинейная механика разрушения. – Самара: Издательство «Самарский университет», 2001.
- Черепанов Г.П. Механика хрупкого разрушения. – М.: Наука, 1974
- СП 20.13330.2011 «Нагрузки и воздействия» (актуализированная редакция СНиП 2.01.07-85* «Нагрузки и воздействия»). – М.: Минрегионразвития РФ, 2011.
- ГОСТ Р 54257-2010 «Надежность строительных конструкций и оснований. Основные положения по расчету». – М.: Фед.агентство по техническому регулированию и метрологии, 2010.
- ГОСТ 25.506-85 Расчет и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении. — М.: Госстандарт СССР, 1985. Ограничение срока снято протокол № 5-94МГС от 17.05.94 (ИУС-№11-94).[schema type=»book» name=»ДЕФЕКТЫ ИЗГОТОВЛЕНИЯ ОБОРУДОВАНИЯ И КОНСТРУКЦИЙ, ИХ ОЦЕНКА ПРИ ПРОВЕДЕНИИ ЭКСПЕРТИЗЫ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ» description=»В данной статье рассмотрены дефекты, возникающие на разных стадиях изготовления оборудования и конструкций, и приведены примеры их обнаружения и оценки из практики проведения экспертизы промышленной безопасности.» author=»Дудочкин Игорь Борисович, Овчинников Ярослав Валерьевич, Шишкина Елена Анваровна, Зарипова Гузель Ураловна» publisher=»басаранович екатерина» pubdate=»2017-06-15″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_ 30.12.2014_12(09)» ebook=»yes» ]