
Повышение температуры нагрева (температуры аустенитизации) в основном оказывает влияние на те свойства закаленного и отпущенного наплавленного хромовольфрамового металла, которые связаны с увеличением растворения карбидов и ростом аустенитного зерна. В основном температура нагрева оказывает влияние на твердость наплавленного металла.
Нами было исследовано влияния максимальной температуры термического цикла наплавки хромовольфрамового быстрорежущего металла на процессы растворения карбидной фазы, рост аустенитного зерна с целью обеспечения его высокой твердости.
Исследование влияния максимальной температуры термического цикла наплавки на процессы растворения карбидной фазы и рост аустенитного зерна проводилось нами на установках тепловой микроскопии «АЛА–ТОО» (ИМАШ–20–75), «Киргизстан» (ИМАШ–5С–69) при непосредственном наблюдении за микроструктурой образцов из быстрорежущей стали Р18, наплавленного металла типа стали Р18 и стали 3Х2В8. Рентгеновский анализ фазового состава производили на дифрактометре ДРOН–2 в Fe Кα – излучении при съемке со шлифа [1, с.143]. Влияние температуры нагрева на свойства наплавленного металла оценивали по изменению твердости исследуемых образцов.
Рентгеновский фазовый анализ состава шлифов из быстрорежущей и штамповой сталей показал, что основной карбид в этих сталях – сложный карбид Me6C. В вольфрамовых сталях средний состав карбида отвечает формуле Fe3W3C и изменяется от Fe2W4C до Fe4W2C. Поэтому даже в одной стали содержание вольфрама в разных карбидах и период их решетки могут немного различаться. По данным [2,с.328,333] содержание углерода, указываемое формулой, соответствует идеальной структуре. В действительности, в решетке имеется дефицит атомов углерода в количестве ~15 %, и средний состав карбида ближе отвечает формуле Fe2W2C . Карбид имеет кубическую решетку, период которой изменяется от 11,01 до 11,10 A. Хром и ванадий замещают в карбиде атомы вольфрама; из 48 положений, отведенных вольфраму в элементарной ячейке карбида, 34 заняты атомами вольфрама, 7 – атомами ванадия и 7 – атомами железа и хрома. По данным [2, с.333] лишь незначительное число положений в ячейке замещается атомами ванадия, а железо и хром в больших количествах замещают вольфрам. Твердость карбида по данным [2, с 349] HV 1200–1300 (НRС 72–73), в его присутствии возрастает износостойкость. При повышении температуры нагрева выше точки Ас карбиды постепенно растворяются, причем мелкие карбиды стремятся раствориться в первую очередь, в то время как крупные частицы (особенно имеющие угольчатую форму), растворяются много медленнее. В результате, при определенных условиях нагрева общее количество растворенной карбидной фазы при наличии крупных карбидов будет меньше, чем при мелких, равномерно распределенных карбидах сферической формы.
Нами было проведено исследование влияния температуры аустенитизации на распределение элементов между карбидами и твердым раствором. Влияние температуры аустенитизации на распределение элементов между карбидами и твердым раствором приведено в таблице 1.
Таблица 1
Влияние температуры аустенитизации на распределение элементов между карбидами и твердым раствором наплавленного металла Р18Ю
| Температура аустенитизации, ̊С | Содержание элементов в карбидах, % | Содержание элементов в твердом растворе, % | |||||
| С | Сr | W | C | Cr | W | ||
| 800 | 0,45 | 1,7 | 6,87 | 0,09 | 2,3 | 3,13 | |
| 900 | 0,4 | 0,58 | 5,8 | 0,14 | 3,42 | 3,2 | |
| 1000 | 0,38 | 0,5 | 5,44 | 0,16 | 3,5 | 3,56 | |
| 1100 | 0,34 | 0,3 | 5,14 | 0,2 | 3,7 | 3,86 | |
| 1200 | 0,3 | 0,2 | 5,0 | 0,24 | 3,8 | 4,0 | |
Карбиды из наплавленного металла выделяли электрохимическим методом. Изолирование фаз проводили при растворении образцов металла, служащих анодом в электролите 15 % хлористого натрия и 2,5 % винной кислоты. Исследуемые образцы помещали в полупроницаемые мембраны из коллодия. В этих условиях практически не происходит загрязнение анодного осадка продуктами гидролиза. Выделенные осадки подвергали химическому анализу. При помощи химических реагентов проводили разделение фаз, которые затем проверяли на чистоту рентгеноструктурным анализом. Увеличение температуры аустенитизации приводит к растворению карбидов и увеличению содержания легирующих элементов. [1, с. 147] .
Основным признаком мартенситного превращения, определяющим и все другие особенности, является своеобразный механизм образования кристаллов новой фазы, а именно, кооперативное и закономерное перемещение атомов, протекающее так, что они смещаются один относительно другого на расстояния, не превышающие межатомные; в результате же перестройки атомов получается макроскопический сдвиг, внешним признаком такого механизма является рельеф на полированной поверхности, образующийся в результате превращения. Кооперативность, т. е. взаимосвязанность и упорядоченность атомных перемещений при перестройке, обусловливает возможность превращения при низких температурах, при которых диффузионные перемещения атомов весьма редки.
Мартенситное превращение играет в упрочнении металла существенную роль. Особенности мартенситного превращения в хромовольфрамовом металле, полученном при помощи способа многослойной наплавки теплостойкими сталями высокой твердости с низкотемпературным подогревом, самым тесным образом связаны с особенностями термического цикла. [3, с. 6-10].
При наплавке тепловому воздействию сварочного источника нагрева подвергается зона термического влияния, в которой происходят видимые или невидимые структурные превращения. Температура нагрева различных участков зоны термического влияния находится в пределах от точки плавления металла до начальной температуры основного металла. Строение и размеры околошовной зоны зависят от химического состава и теплофизических характеристик наплавленного материала, а также от термического цикла наплавки. Максимальные температуры цикла и время пребывания при этих температурах оказывают существенное влияние на процессы коагуляции и растворения карбидной фазы, степень легированности аустенита и размер его зерна.
При увеличении температуры нагрева с 800 °С до 1200 °С, содержание хрома в твердом растворе возрастает с 2,30 % до 3,80 %, углерода – с 0,09 % до 0,24 % и вольфрама – с 3,13 % до 4,00 %.
Об увеличении степени легированности твердого раствора при возрастании температуры нагрева свидетельствует также увеличение параметра кристаллической решетки твердого раствора. Из рисунка 1 видно, что с ростом температуры нагрева происходит увеличение параметра кристаллической решетки с 2,856 Å до 2,876 Å. Такое увеличение параметра кристаллической решетки связано с замещением атомов углерода в твердом растворе атомами вольфрама, хрома и других элементов.
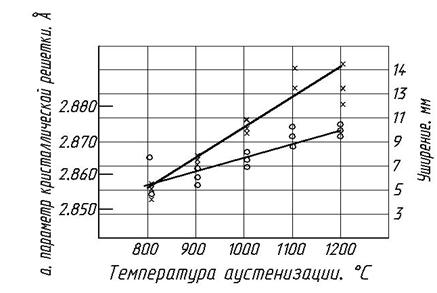
Рисунок 1. Влияние температуры нагрева на параметры решетки мартенсита стали Р18: х – параметр решетки; о – уширение
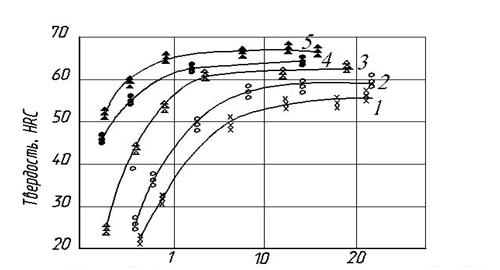
На рисунке 2 показана твердость образцов из стали Р18 в зависимости от температуры нагрева и от времени выдержки при этой температуре. Нагрев и охлаждение образцов производился в рабочей камере установки тепловой микроскопии «Киргизстан». Твердость образцов при комнатной температуре
Время выдержки при температуре нагрева, с
Рисунок 2. Влияние температуры нагрева и времени выдержки на твердость стали Р18 :1 – Тн = 800 °С; 2 – Тн = 900 °С; 3 – Тн = 1000 °С; 4 – Тн = 1100 °С; 5 – Тн = 1200 °С
определялась в соответствии с ГОСТом 9013–59. Полученная твердость характеризует содержание легирующих элементов в аустените, и, следовательно, количество растворенных карбидов в закаленной стали.
Общий эффект увеличения количества растворившихся карбидов при повышении температуры очевиден из рисунка 2, но особый интерес представляет изменение твердости в зависимости от времени выдержки при какой–либо определенной температуре. Можно видеть, что твердость сначала быстро повышается с увеличением времени выдержки при данной температуре, но после достижения определенного предела твердости дальнейшее увеличение выдержки не имеет значения. Чем выше температура, тем меньше продолжительность нагрева, необходимая для достижения той степени растворения карбидов, которая обеспечивает при данной температуре максимум твердости. Времени пребывания в высокотемпературной зоне наплавленного металла менее 1 минуты достаточно для получения максимальной твердости. Увеличение количества растворившихся карбидов приводит к обогащению аустенита углеродом и легирующими элементами. Не растворившиеся карбидные частицы не участвуют в последующем превращении, но их присутствие в структуре наплавленного металла необходимо с точки зрения сопротивления износу. В некоторых случаях чрезмерное растворение карбидов может привести к недостаточной износостойкости наплавленной детали. Но обычно карбиды полностью не растворяются и обеспечивают удовлетворительное сопротивление износу. Увеличение степени растворения карбидов отражается в основном на тех свойствах стали, которые связаны с легированностью аустенита. Типичными результатами этого являются: а) более высокая твердость в наплавленном состоянии; б) более высокая твердость после отпуска; в) более низкая вязкость; г) более высокая красностойкость; д) более низкая температура начала мартенситного превращения; е) более высокое количество остаточного аустенита при комнатной температуре; ж) большая устойчивость остаточного аустенита при отпуске.
Таблица 2
Влияние температуры аустенитизации на положение критических точек стали Р18
| Температура, ̊С |
Критические точки |
|||
| Ac1 | Ar1 | MH | Mк | |
| 800 | 790 | — | 400 | 200 |
| 900 | 790 | 880 | 380 | 150 |
| 1000 | 785 | 880 | 320 | 100 |
С целью подтверждения выше сказанного нами было проведено определение температур начала мартенситного превращения в зависимости от температуры нагрева. В таблице 2 показано влияние температуры аустенитизации на положение критических точек стали Р18. Для определения критических точек применялся оптический дифференциальный дилатометр Шевенара типа ДР–49. Выдержка при температурах нагрева составляла 10 минут, охлаждение образцов производилось на воздухе.
Таким образом, максимальные температуры цикла и время пребывания при этих температурах оказывают существенное влияние на процессы коагуляции и растворения карбидной фазы, степень легированности аустенита и размер его зерна. Для обеспечения максимальной твердости хромовольфрамового наплавленного необходимо ограничить время нагрева и
повышенную скорость охлаждения в области высоких температур. Для этого предлагается применять высококонцентрированные источники нагрева (плазменную наплавку) и сопутствующее охлаждение наплавляемой детали.
Список литературы:
- Малушин Н.Н. Обеспечение качества деталей металлургического оборудования на всех этапах их жизненного цикла путем применения плазменной наплавки теплостойкими сталями / Н.Н. Малушин, Д.В. Валуев — Томск: Изд-во Томского политехнического университета, 2013. – 358 с.
- Геллер Ю. А. Инструментальные стали / Геллер Ю.А. – М.: Металлургия, 1975. – 584с.
- Малушин Н.Н. Наплавка с низкотемпературным подогревом теплостойкими сталями деталей металлургического оборудования/Н.Н. Малушин, В.Л. Осетковский, И.В. Осетковский // Заготовительные производства в машиностроении, 2014,№10,С.6–10.[schema type=»book» name=»ВЛИЯНИЕ ТЕМПЕРАТУРЫ НАГРЕВА НА СВОЙСТВА НАПЛАВЛЕННОГО ХРОМОВОЛЬФРАМОВОГО МЕТАЛЛА ВЫСОКОЙ ТВЕРДОСТИ» author=»Малушин Николай Николаевич, Гизатулин Ринат Акрамович, Осетковский Василий Леонидович» publisher=»БАСАРАНВОИЧ ЕКАТЕРИНА» pubdate=»2017-06-16″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_ 30.12.2014_12(09)» ebook=»yes» ]