
АНАЛИЗ ТЕХНОЛОГИИ РОЗЛИВА И КАЧЕСТВА СТЕКЛОТАРЫ ПРИ ПРОИЗВОДСТВЕ ЛИКЕРОВОДОЧНЫХ ИЗДЕЛИЙ
Федорова Екатерина Вячеславовна
магистрант ФГБОУ ВО «Московский государственный университет технологий и управления имени К.Г. Разумовского (ПКУ)», г. Москва
Макаров Сергей Юрьевич
к.т.н., доцент ФГБОУ ВО «Московский государственный университет технологий и управления имени К.Г. Разумовского (ПКУ)», г. Москва
АННОТАЦИЯ
В сегодняшних рыночных условиях большое значение приобретает качество упаковки. Поэтому были изучены основные причины брака на стадии розлива и оформления бутылок на основе большой выборки. Установлено, что основной причиной брака явилось качество бутылки. Рекомендовано увеличить количество отбираемых для контроля бутылок.
ABSTRACT
In today’s market conditions of great importance is the quality of packaging. Therefore, the main causes of marriage at the stage of bottling and registration of bottles on the basis of a large sample were studied. It is established, that the main reason for the marriage was the quality of the bottle. It is recommended to increase the number of bottles selected for control.
Ключевые слова: розлив алкогольных напитков, качество стеклянных бутылок, устойчивость к выщелачиванию.
Keywords: bottling of alcoholic beverages, the quality of glass bottles, resistance to leaching.
В ликероводочной отрасли за последние годы были осуществлены значительные мероприятия по техническому перевооружению. Практически все легально действующие заводы перешли на высокий уровень расфасовки продукции и дизайна оформления (как формы стеклотары, так и наружного оформления), имеют высокий уровень технического оснащения импортным оборудованием, в том числе и для фасовки, ужесточают требования к качеству продукции, создавая и сертифицируя системы менеджмента качества в соответствии с требованиями ИСО и ХАССП, снижают себестоимость продукции [5].
Сегодня уже мало произвести качественный продукт, необходимо его грамотно представить, сделать отличным и легкоузнаваемым на полках. Производители водок и ликероводочной продукции осознали зависимость спроса товара от внешнего вида и работают в тесной связке с производителями оборудования для розлива и оформления продукции, производителями стеклобутылок и профессиональными дизайнерами этикеток [6].
Задачей настоящей работы было выявление влияния качества упаковки, розлива и укупорки на конечное качество ликероводочной продукции в условиях одного из ликероводочных предприятий Республики Башкортостан.
На бутылки для пищевых жидкостей действуют межгосударственные стандарты ГОСТ 10117.1-2001 [2] и ГОСТ 10117.2 [3].
Согласно указанным стандартам к эксплуатационным свойствам стеклотары отнесены.
1. Масса и вместимость бутылок.
Номинальная вместимость мерного сосуда: Объем жидкости, который вмещает сосуд при его заполнении до объема, для которого он предназначен.
Полная вместимость мерного сосуда: Объем жидкости, который вмещает сосуд при заполнении его до края.
Действительное значение номинальной (полной) вместимости мерного сосуда: объем жидкости, содержащейся в сосуде фактически, когда он заполнен до уровня, соответствующего номинальной (полной) вместимости.
2. Механическая прочность – способность тары выдерживать нагрузки на сопротивление внутреннему гидростатическому давлению, нагрузкам при транспортировании, при розливе и укупорке на автоматических линиях, а также при транспортировании с продуктом.
3. Термическая стойкость – способность тары выдерживать перепад температур при мойке в бутыломоечных машинах, горячем розливе, пастеризации и стерилизации.
4. Линейные размеры – размеры укупорочной части горловины, диаметр корпуса тары и общая высота, допускаемые отклонения на них, т.к. это связано с разливочно-укупорочным оборудованием, этикетировкой, транспортерами и т.д.
5. Отклонения от параллельности плоскости торца венчика горловины относительно плоскости дна.
6. Отклонения от перпендикулярности вертикальной оси относительно плоскости дна.
7. Толщина стенок и дна должна быть не менее установленных норм. Уменьшение стенок и дна более допустимого приводят к бою при ударных нагрузках и внутреннем гидростатическом давлении у бутылок для пива, газированных напитков и вин.
8. Отжиг – наличие остаточных напряжений сверх установленных норм – например, 115 нм/см для тары под пищевые жидкости.
9. Водостойкость – способность внутренней поверхности тары противостоять щелочным и кислым средам затариваемых продуктов.
Причиной возникновения осадков в бутылках, иногда сразу же после розлива алкогольного напитка, может явиться подготовка бутылок к розливу в условиях, не соответствующих технологическому регламенту [7]:
— в результате плохого ополаскивания бутылок;
— в результате воздействия горячего моющего раствора на внутреннюю поверхность бутылок, предрасположенных к коррозии или уже имеющих скорродированный слой. При этом снижается сцепление этого слоя с не разрушенной основой стекла и ускоряется процесс выпадения осадков в спиртовых растворах.
Бракераж бутылок осуществляется на нескольких этапах розлива:
1. При выемке бутылок из пакетов или ящиков и установке их на транспортер.
2. После операции ополаскивания.
3. При бракераже готовой продукции после розливо-укупорочного автомата.
Анализ причинно-следственных связей относительно вида брака и причины его возникновения проводился в течение 3 месяцев (64 рабочих смены).
Причины возникновения брака систематизировали следующим образом:
1. Случайные величины:
а) Разладка розливо-укупорочного автомата;
б) Разладка этикетировочного автомата;
в) Разладка ополаскивателя;
2. Неслучайные величины:
а) Качество бутылки:
— несоответствие / нестабильность размера горловины;
— несоответствие / нестабильность толщины стенок бутылок;
— овальность горловины;
— смещение декора относительно ориентатора;
— несоответствие формы / размера ориентатора;
— наличие прилипов стекла, стеклянных нитей внутри бутылок;
— наличие острых швов;
— наличие посечек, сколов, свилей;
— наличие несмываемых загрязнений;
— сверхпредельное отклонение от параллельности плоскости торца венчика горловины плоскости дна бутылки;
— сверхпредельное отклонение от перпендикулярности вертикальной оси бутылок относительно плоскости дна.
б) Качество колпачка:
— несоответствие размеров колпачка;
— мягкая / грубая фольга;
— загрязнение колпачка, в том числе остатками упаковочного материала;
— выпадение прокладки из колпачка.
в) Качество этикетки:
— недостаточный слой клея на самоклеящихся этикетках;
— неправильный рез этикеток;
— несоответствие качества / толщины нанесения краски.
г) Качество клея:
— недостаточный уровень адгезии.
В качестве сравнительных величин взято количество отбракованных бутылок в процессе розлива алкогольной продукции на одной линии производительностью 6 тыс. бут/ч. Всего за это время было разлито и упаковано около 3 миллионов бутылок различных поставщиков стеклотары, этикеток и средств укупорки.
Из данных рисунка 1 видно, что из материалов, применяемых при розливе, самым критичным звеном является стеклянная бутылка. Так низкое качество бутылки было причиной в 44 756 отбракованных образцах, несоответствующее качество колпачка послужило причиной брака в 3 763 образцах, а плохое качество этикетки сказалось на качество 1117 образцов. Разладка оборудования стала причиной забраковки 218 бутылок с готовой продукцией.

Рисунок 1. Основные причины отбраковки бутылок:
1- качество бутылки (44 756); 2 — качество колпачка (3 763); 3 — качество этикеток или марок (1 117); 4 — случайные причины (218)
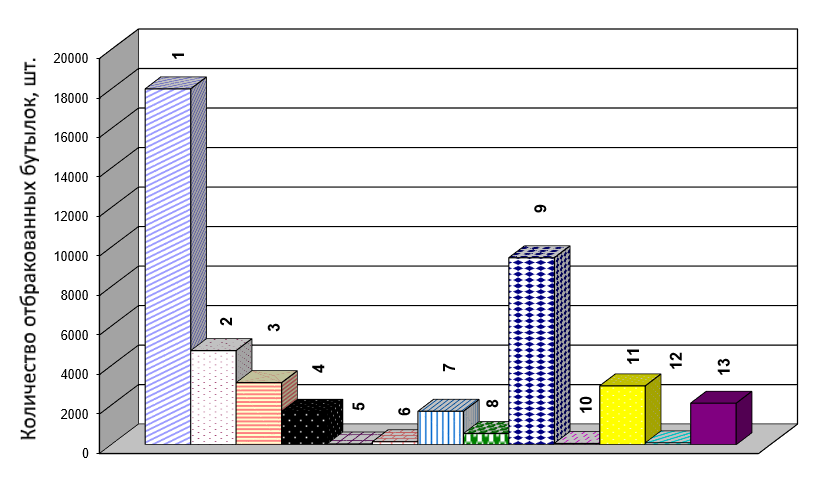
Рисунок 2. Причины отбраковки бутылок по их качеству:
1 — несоответствие/нестабильность размера горловины (18 013); 2 — несоответствие/нестабильность толщины стенок бутылок (4 763); 3 — овальность горловины (3 141); 4 — смещение декора относительно ориентира (1 694); 5 — несоответствие формы/размера ориентира (36); 6 — наличие прилипов стекла, стеклянных нитей внутри бутылок (152); 7 — графитовая пыль на наружной поверхности бутылки (1 691); 8 — наличие острых швов (567); 9 — наличие посечек, сколов, свилей, пузырей с трещинами (9 463); 10 — наличие несмываемых загрязнений бутылки (63); 11 — форма бутылки, наличие выпуклостей или вогнутостей (2 978); 12 — сверхпредельное отклонение от параллельности плоскости торца венчика горловины плоскости дна бутылки (94); 13 — сверхпредельное отклонение от перпендикулярности вертикальной оси бутылок относительно плоскости дна (2 101)
Согласно полученным при работе данным, самый распространенный дефект используемой при розливе бутылки – это ее геометрия (рисунок 2). Так несоответствие и нестабильность размеров горловины явилось причиной брака в 18 013 образцах. Причем самым критичным дефектом является именно нестабильность размеров горловины на участке между венчиком и плечиками. Согласно ГОСТ 10117.2-2001 [3] к контролируемым параметрам бутылок относятся: общая высота, наружный диаметр корпуса, полная вместимость, наружные и внутренние диаметры венчика горловины. Параметры на участке горловины между венчиком и плечиками не нормируется. Для производителя ликероводочной продукции, использующего удлиненный колпачок высотой 38 мм или 44 мм, именно этот показатель имеет важное значение. Нестабильность параметров горловины оказывает влияние, главным образом, на качество укупорки бутылок с готовой продукцией. При насадке колпачка на бутылки с расширенной горловиной происходит разрыв колпачка снизу или образование так называемого «гриба» сверху.
Процент отбракованных бутылок по причине отклонений в качестве бутылок составил:

где Аб – количество отбракованных бутылок по причине дефектов бутылки;
Ап – количество поданных на розлив бутылок за весь период проводимой работы.
Бутылка, подаваемая на розлив, при поступлении подвергалась входному контролю со стороны лаборатории и принята в производство как соответствующая требованиям ГОСТ. Однако проведенный анализ показал, что процент дефектных бутылок достаточно велик, хотя и находится в пределах допустимого норматива потерь стеклянных бутылок в моечно-разливочных цехах, составляющего 2,58 % от количества бутылок, поступивших в производство [6].
Проведенными исследованиями влияния качества стеклянной бутылки на процесс производства и качество выпускаемой продукции показало, что выборочный входной контроль качества бутылки, при котором результаты анализа качества отобранных образцов распространяются на всю партию, является необъективным. Требуется внедрение новейшего оборудования, позволяющего выявить брак бутылки до подачи ее в производство.
Установлено, что правильная организация входного контроля стеклопосуды и тщательная проверка при приемке соответствия бутылок требованиям стандарта позволит добиться повышения качества выпускаемой продукции, уменьшения боя бутылок, снижения потерь продукции при розливе, что в свою очередь снизит себестоимость выпускаемой продукции и повысит конкурентоспособность продукции в условиях рынка.
Качество алкогольных напитков гарантируется только при их хранении в бутылках из стекла, которые отвечают необходимым требованиям по термической и химической устойчивости, а также водостойкости. Для решения проблем выщелачивания стекла, нормативная документация по оценке качества стекла бутылок должна быть дополнена таким показателем, как устойчивость к выщелачиванию [1].
Список литературы:
1. Бурачевская В.Ю. Влияние материала потребительской тары на качественные показатели водок. // Производство спирта и ликероводочных изделий. — 2003. — № 2. — С. 39-40.
2. ГОСТ 10117.1-2001 Бутылки стеклянные для пищевых жидкостей. Общие технические условия
3. ГОСТ 10117.2-2001 Бутылки стеклянные для пищевых жидкостей. Типы, параметры и основные размеры
4. ГОСТ 32098-2013 Водки и водки особые, изделия ликероводочные и ликеры. Упаковка, маркировка, транспортирование и хранение
5. Ильина Е.В., Макаров С.Ю., Славская И.Л. Технология и оборудование для производства водок и ликероводочных изделий. — М.: ДеЛи принт, 2010. — 492 с.
6. Ковальчук В.П. Проблемы и пути повышения качества; алкогольных напитков // Материалы. 2-й международной научно-практической конференции «Научно-технический прогресс в спиртовой и ликероводочной промышленности», 2001. — С. 178.
7. Производственный технологический регламент на производство водок и ликероводочных изделий. ТР — 10-04-03-09-88. Разраб. ВНИИПБТ. — М.: АгроНИИТЭИПП, 1990. — 333 с.