
Технические науки
РАЗРАБОТКА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ УПРАВЛЕНИЯ РЕЗЕРВУАРНЫМ ПАРКОМ
Ахъяров Айнур Венерович
студент-магистр
кафедры Автоматизации технологических процессов и производств, г. Уфа.
Шарафиев Роберт Гарафиевич
д-р техн. наук, профессор
кафедры Технология нефтяного аппаратостроения, г. Уфа.
Фёдоров Вячеслав Николаевич
д-р техн. наук, профессор
кафедры Автоматизации технологических процессов и производств, г. Уфа.
Аннотация: в современной нефтяной отрасли важную роль имеют нефтехранилища и нефтебазы, а именно резервуары и резервуарные парки. Увеличение резервуарных парков приводит к ряду проблем, в частности, основными проблемами участка слива и налива являются загрязнение воздушной среды за счет испарения нефтепродуктов, устаревшие средства автоматизации, а также слабый контроль и учет потоков и сред. Решить эти проблемы возможно только с использованием современной измерительной и регулирующей техники. Предложенные решения предназначены для управления технологическим процессом на участке слива и налива нефтебазы. В результате внедрения данного проекта будут достигнуты технологические и социальные эффекты. Эффективность работы основывается на повышении уровня автоматизации участка, на использовании современного оборудования и на повышении надежности эксплуатации резервуарных парков.
Abstract: in modern oil industry, oil storages and tank farms have an important role, namely tanks and tank farms. The increase in tank farms leads to a number of problems, in particular, the main problems of the discharge and filling area are air pollution due to evaporation of oil products, outdated automation tools, as well as poor control and metering of flows and fluids. To solve these problems is possible only with the use of modern measuring and control equipment.
The proposed solutions are designed to control the technological process at the site of discharge and loading of a tank farm. As a result of the implementation of this project, technological and social effects will be achieved. The efficiency of work is based on increasing the level of site automation, on using modern equipment and on improving the reliability of the operation of tank farms.
Ключевые слова: автоматизированная система управления технологическим процессом, надежность, оптимальность, автоматизация.
Keywords: automated process control system, reliability, optimality, automation.
Главные требования, предъявляемые к системам нефтеснабжения — надежность (исследование напряженного состояния при операциях слива-налива) и бесперебойность доставки нефтепродуктов потребителям при безопасной и экономичной работе всех технологических сооружений. Выполнение этих требований в полной мере возможно только при высоком уровне автоматизации. Для достижения наибольшей эффективности работы резервуарного парка, используется тренажер-имитатор, на котором производятся опыты и полностью наглядно демонстрируется оптимальная работа резервуарного парка.
Автоматизация нефтяной промышленности в целом (и резервуарных парков в частности) не только освобождает человека от большого количества трудного и повторяющегося физического труда, но и обеспечивает работу производства с такой скоростью, точностью, надежностью и экономичностью, которые человек свои непосредственным участием обеспечить не может.
Наиболее высокая эффективность работы резервуарного парка может быть достигнута при автоматическом управлении процессом перегонки нефтепроудктов через парк в оптимальном режиме.
Под оптимальным автоматическим управлением резервуарным парком понимается функционирование объекта с автоматическим выбором такого технологического режима, при котором обеспечивается наибольшая пропускная способность парка с наилучшим использованием энергетических ресурсов и обеспечения долговечности резервуарного парка при процессах слива-налива, а также при хранении нефтепродуктов.
Технологическая схема включает основные элементы:
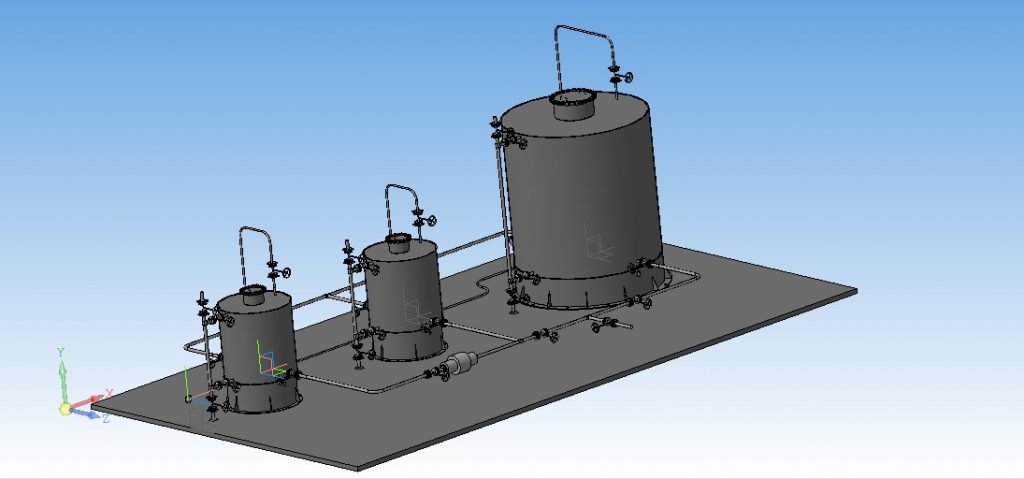
Рисунок 1. — Технологический рисунок установки модели
- три резервуара, два из которых используются при перекачке нефтепродуктов с помощью циркуляционного насоса, а третий – как контрольный при проведении экспериментов;
- азотный ресивер для продувки и поддержания давления в резервуарах;
- регулирующий клапан для регулирования давления в системе;
- запорную арматуру, установленную на трубопроводах;
- насосный агрегат для межрезервуарных перекачек.
Опытная установка и ее система управления построены и используется для отработки новых технологий эксплуатации резервуаров, которые способствуют сокращению потерь нефтепродуктов и утечек газов в атмосферу.
Для сокращения потерь нефтепродуктов при их хранении и перекачке соблюдено:
- поддержание полной технической исправности и герметичности резервуаров и азотного ресивера;
- контроль герметичности клапанов, запорного оборудования и фланцевых соединений.
При хранении и перекачке нефтепродуктов должны соблюдаться установленные правила пожарной безопасности, охраны окружающей среды и техники безопасности.
Проектирование технологической установки включает в себя разделение технологической схемы производства на отдельные технологические блоки, выбор технологического оборудования, типов отключающих устройств и мест их установки, средств контроля, управления и противоаварийной автоматической защиты (ПАЗ), программирование управляющего контроллера, выбор и настройку программного обеспечения рабочей станции, анализ опасностей технологических процессов, разработку мероприятий по обеспечению минимального уровня взрывоопасности технологических блоков, входящих в технологическую систему.
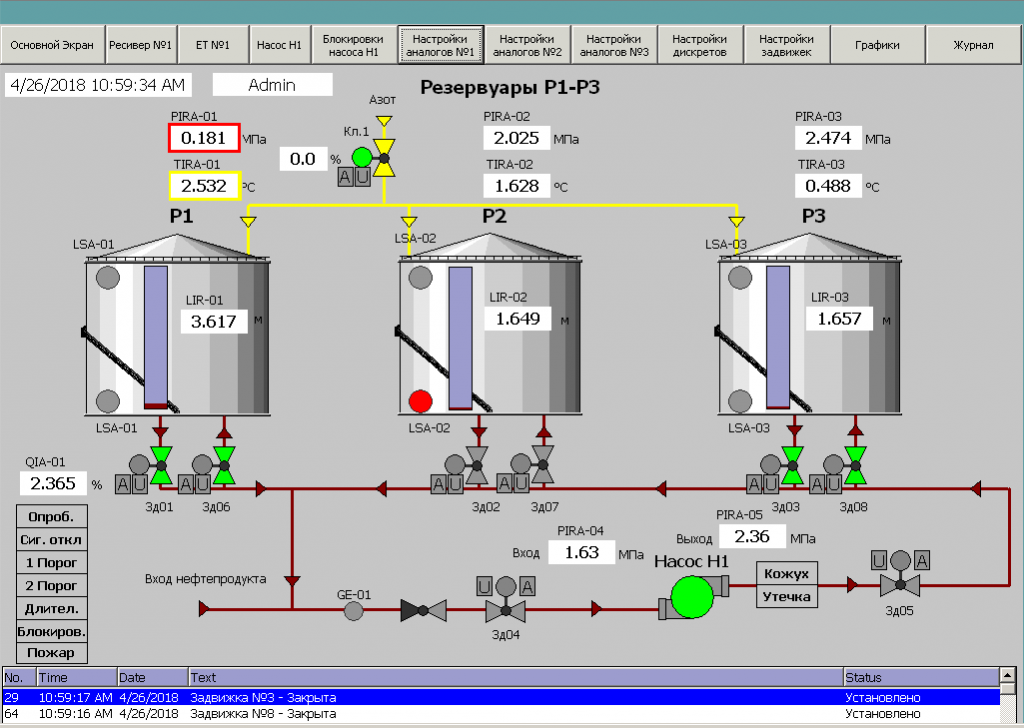
Рисунок 2. – Мнемосхема «Основной экран»
Автоматизация технологического процесса реализована средствами программируемого логического контроллера (ПЛК) Simatic S7-300 CPU 315-PN/DP на платформе Step7 Professional SP4 и сенсорной панели Simatic HMI на платформе TIA Portal.
ПЛК с соответствующими модулями ввода-вывода и сенсорной панелью Simatic HMI на платформе TIA Portal обеспечивают управление технологическим процессом и реализацию алгоритмов ПАЗ
Для программирования ПЛК и сенсорной панели используется система Step7 Professional SP4, поддерживающая три языка программирования:
- контактный план (нем. КОР, англ. LAD), представляющий собой графический язык программирования с синтаксисом, похожим на релейно-контактные схемы;
- список команд (нем. AWL, англ. STL) — текстовый язык программирования, подобный машинному коду, в котором отдельные команды соответствуют шагам, с помощью которых CPU исполняет программу; для облегчения программирования список команд расширен путем включения в него некоторых конструкций языков высокого уровня (таких как доступ к структурированным данным и параметры блоков); синтаксис языка похож на язык ассемблера и состоит из команд, за которыми следуют адреса (операнды), на которые команда действует;
- функциональный план (нем. FUP, англ. FBD) — графический язык программирования, использующий для представления логических операций логические блоки, известные и булевой алгебры.
В технологических контроллерах для классификации переменных используется понятие файла данных. Файл данных — это определенное разработчиком количество переменных одного типа, объединенных по функциональному назначению. При обращении к любой переменной области данных используется одинаковый механизм построения уникального имени переменной, одновременно являющегося ее адресом.
В рамках проекта разработан алгоритм для показательного и реального технологических процессов. Алгоритм разделен между защищённой частью авторского проекта и открытой, что позволяет легко и без участия разработчиков изменять и добавлять элементы управления в контроллер и панель, а также вывод сигналов в различные SCADA-системы по разработанной карте памяти электронного проекта.
Данная автоматизированная система обеспечивает:
— повышение оперативности управления системой автоматизации опытного резервуарного парка;
— обучение квалифицированных специалистов принципам управления технологическими процессами резервуарного парка;
— проведение научных экспериментов с целью улучшения показателей качества и безопасности ведения технологических процессов;
— разработка мероприятий по улучшению охраны труда и техники безопасности на технологических объектах.
Список литературы:
- Федоров Ю.Н. Основы построения АСУТП взрывоопасных производств // Автоматизация технологических процессов. – 2006 – № 1. – С. 718.
- Федоров Ю.Н. Основы построения АСУТП взрывоопасных производств // Автоматизация технологических процессов. – 2006 – № 2. – С. 629.
- Федоров Ю.Н. Справочник инженера по АСУТП // Проектирование и разработка. – 2008 – С. 929.