
[pdf-embedder url=»https://euroasia-science.ru/wp-content/uploads/2019/04/38-41-
УДК 621.7.092
ОБЕСПЕЧЕНИЕ КАЧЕСТВЕННО-ТОЧНОСТНЫХ ХАРАКТЕРИСТИК ИЗДЕЛИЙ ИЗ МЕДИ С ПОМОЩЬЮ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НИКЕЛЕМ И ТЕРМООБРАБОТКОЙ
Краснова Марина Николаевна
к.т.н., доцент
Рассказов Александр Сергеевич
магистрант группы МПм-11
ФГБОУ ВО «Воронежский государственный технический университет» Воронеж
АННОТАЦИЯ
Рассмотрены варианты использования гальванического никелевого покрытия в совокупности с термической обработкой в целях повышения качественно-точностных характеристик деталей и улучшения физических свойств.
Ключевые слова: гальваника, электрохимический метод, никелирование, термическая обработка.
Под защитным покрытием понимают именно защиту от коррозии и других вредных факторов окружающей среды: влажности, пыли. Свойства того или иного покрытия перед внесением его в конструкторскую документацию детали, работающей в определенных эксплуатационных условиях. Так же важно наблюдать, чтобы покрытие после его нанесения отвечало требованиям ГОСТ 9.301-86.
Технические характеристики медных деталей после покрытия никелем
- Покрытие обладает повышенной твердостью и износостойкостью и рекомендуется для деталей, работающих в условиях трения, особенно при отсутствии смазки; применяется для защиты от коррозии, для обеспечения пайки низкотемпературными припоями.
- Покрытие обладает повышенной хрупкостью, не рекомендуется гибка и развальцовка деталей с химическим никелевым покрытием.
- Покрытие рекомендуется применять преимущественно для сложнопрофилированных деталей.
- Покрытие после термообработки при температуре 400°С приобретает высокую твердость.
Свойства гальванического покрытия никелем показаны в таблице 1.
Таблица 1.
Свойства гальванического никелевого покрытия.
| Параметр | Гальваническое покрытие |
| Температура плавления, °С | 1450 |
| Удельное сопротивление, Ом•м | ~8,5•10-5 |
| Магнитная восприимчивость, % | 37 |
| Твердость по Виккерсу | 250 |
| Продольная деформация, % | 10-30 |
| Прочность сцепления с основой, кгс/мм2 | 35-45 |
Зная процессы термообработки и гальваники на заготовках из меди, возможно предположить свойства, которыми будут обладать готовые детали. Нанесение покрытия проводят на предварительно обработанную деталь для получения после нанесения необходимой по конструкторской документации шероховатости. Расчет толщины никелевого покрытия проводят для каждого образца и вычисляют среднюю толщину покрытия [1, с. 182]. Расчет толщины проводят по формуле
![]()
где: ∆m ‒ изменение массы образца в результате никелирования, г;
ρNi = 8,9 г/см3;
S ‒ площадь поверхности никелевого покрытия, см2.
Одним из важнейших характеристик готовой детали является окончательная шероховатость поверхности. Стандартно стараются достичь шероховатости покрытия такой же, как и шероховатость, полученная предварительной обработкой, но чем больше толщина покрытия, тем больше шероховатость. На рисунке 1 показана примерная зависимость шероховатости полученной детали от толщины покрытия.
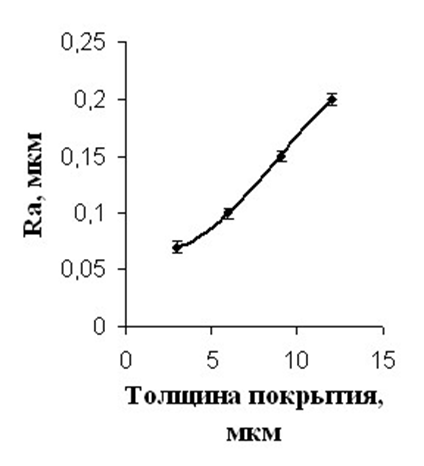 |
Рисунок 1. Зависимость шероховатости детали от толщины покрытия.
Толщина никелевых покрытий на деталях из меди и медных сплавов должна быть: для легких условий эксплуатации 6-9 мкм; для средних условий 12-15 мкм [2, с. 192].
Рассмотрим конкретно процесс осаждения никелевого покрытия на заготовку из меди.
В качестве оборудования и оснастки применяются:
- Шкаф вытяжной ДЛДМ 2.964.000;
- Установка химической обработки 08ЧХН-100-005 ЩЦМ 3.240.220;
- Весы лабораторные ВЛКТ-500г-М ТУ 25.06.1101-79;
- Ванна для электрохимического никелирования;
- Ванна для травления;
- Микроскоп стереоскопический МБС-9 ТУ 3-3.1210-78;
- Стакан В-1-1000 ТС ГОСТ 25336-82;
- Мензурка 1000 мл ГОСТ 1770-74;
- Палочка стеклянная ГОСТ 23932-90;
- Секундомер СОПипр-2а-3-00 ТУ 25.1894.003-90;
- Источник тока Б5-47 3.233.029 ТУ;
- Источник тока Б5-49 3.233.029 ТУ;
- Тара для транспортировки;
- Игла 1-12 ГОСТ 8030-80;
- Шкаф сушильный «СНОЛ» -3,5 ТУ16-681.032-84;
- Медная проволока с зажимом типа «крокодил» цеховая;
- Часы сигнальные ТУ 25-07-1268-77.
В качестве материалов для проведения технологического процесса будут использоваться:
- Бумага индикаторная универсальная ТУ 6-09-1181-89;
- Вода дистиллированная ГОСТ 6709-72
- Декорин ТУ 2499-008-22298075-97;
- Кислота азотная х.ч ГОСТ 4461-77;
- Кислота борная ч. ГОСТ 9656-75;
- Кислота ортофосфорная ч. ГОСТ 6552-80;
- Кислота серная х.ч. ГОСТ 4204-77;
- Кислота соляная ГОСТ 3118-77;
- Кислота уксусная х.ч. ледяная ГОСТ 61-75
- Крем «Силиконовый ПМС-30» ГОСТ 31460-2012;
- Магний сернокислый 7-водный ч. ГОСТ 4523-77;
- Напальчник типа II вида Б ТУ 38.106567-88;
- Натр едкий технический ГОСТ 55064-2012;
- Натрий сернокислый 10-водный ч. ГОСТ 4171-76;
- Натрий хлористый ч.д.а. ГОСТ 4233-77;
- Никель двухлористый 6-водный ч. ГОСТ 4038-79;
- Никель сернокислый 7-водный ч. ГОСТ 4465-2016;
- Перчатки резиновые ТУ 38-406-236-85;
- Полоса 5,0×220 НД НП2 ГОСТ 6235-91;
- Средство моющее техническое «Щегол-10» ТУ 2499-016-50973682-2012;
- Ткани хлопчатобумажные бязевой группы арт. 244 ГОСТ 29298-2005;
- Шкурка шлифовальная М54С 16-П ГОСТ 10054-82;
Перед началом работы необходимо подготовить рабочее место. Обычно важной для обеспечения эксплуатационных характеристик являются одна или несколько поверхностей даже у сложных корпусов и тел вращения, но проще проводить процедуру в ванне с полным окунанием детали, чем изобретать новые технологические процессы, которые могут себя не окупить [3, с. 112].
Рабочий, который будет наносить покрытие должен надеть резиновые перчатки, для соблюдения техники безопасности. Протереть рабочее место салфеткой, смоченной в дистиллированной воде. Почистить анодные штанги шлифовальной бумагой, затем протереть салфеткой, смоченной дистиллированной водой. Протравить никелевые аноды в растворе, состоящим из азотной, ортофосфорной кислот и дистиллированной воды в соотношении 5:95:900 мл. Промыть аноды водой дистиллированной, затем завесить их в ванны анодные штанги. Для травления деталей из меди и ее сплавов приготавливают раствор, состоящий из 50-70 г/л кислоты азотной, 430-450 г/л серной кислоты, 1-5 г/л соляной кислоты и до 1 л. воды дистиллированной. Раствор для активации поверхности деталей приготавливают из серной и соляной кислот в объеме 50-100 г/л и до 1 л. воды дистиллированной. При ухудшении качества травления, раствор необходимо заменить. Электролит для нанесения никелевого покрытия состоит из сернокислого никеля, магния и натрия по 200 и 50 и 70 г/л. Соответственно, а также 30 г/л борной кислоты, 10 г/л хлористого натрия и до 1 л. дистиллированной воды. Важно следить за pH с помощью индикаторной бумаги и вовремя сдавать пробу электролита в лабораторию для анализа состава.
В процессе выполнения технологического процесса покрытия деталей из меди и ее сплавов никелем нужно выполнить определенную последовательность действий. Обезжирить поверхность деталей средством «Декорин» с последующей промывкой деталей. Произвести травление деталей, погрузив их в ванну с рабочим раствором с температурой 15-25 С°. Промыть детали проточной холодной водой 15-30 секунд. Активировать поверхность деталей, погрузив их на 15-60 секунд в ванну с заранее приготовленным раствором, состав которого описан выше. Вновь промыть детали проточной водой и произвести процесс никелирования, для чего нужно включить источник тока ванны никелирования и установить необходимое значение силы тока в зависимости от количества и площади поверхности деталей. Завесить детали на катодные штанги в ванну никелирования с температурой электролита 20-55С°. Выдержать детали в установленном режиме в течение времени, требуемого для осаждения заданной толщины покрытия. После выдержки необходимо выключить источник тока, извлечь детали и промыть их холодной проточной водой. Необходимо положить детали на фильтровальную бумагу и обдуть сжатым воздухом или высушить с помощью х/б ткани. Последним этапом необходимо проконтролировать качество покрытия всех деталей в партии, прочность сцепления никелевого покрытия. Детали после покрытия никелем показаны на рисунке 2.
 |
Рисунок 2. Детали после покрытия никелем.
Твердость никеля, полученного из электролитов без органических добавок, к которым относятся блескообразователи, смачиватели и выравнивающие добавки, обычно колеблется в пределах 300-400 кгс/мм2. При введении добавок твердость повышается до 600-700 кгс/мм2. Прочность на разрыв соответственно изменяется от 60 до 175 кгс/мм2. Никелевые покрытия имеют пониженную пластичность, но после отжига при 900 °С их пластические свойства значительно улучшаются.
Важным критерием термической обработки никелевых покрытий является тот материал, на которых они нанесены, поэтому стоит рассмотреть виды термической обработки меди и её сплавов, и учесть, чтобы термическая обработка покрытия не сильно повлияла на свойства основного металла. Так же никель как покрытие может в процессе термической обработки выгореть, поэтому важно подбирать правильные режимы нагрева и охлаждения. В таблице 2 показаны зависимость твердости покрытия от температуры термообработки для никелевого покрытия.
Таблица 2.
Зависимость твердости покрытия от температуры термообработки.
| Температура, °С | Твердость, МПа |
| 200 | 4500-6000 |
| 300 | 6500-7500 |
| 400 | 7500-9000 |
| 600 | 4500-6500 |
| 800 | 3000-3500 |
| 1200 | 2000-2500 |
Закалка меди производится при помощи использовании метода отжига. Во время термообработки медь можно сделать более мягкой или более твердой в зависимости от того, для чего она будет применяться в дальнейшем. Однако важно помнить, что способ закалки меди значительно отличается от того, при помощи которого закаливается сталь.
Закалка меди происходит при медленном остывании в воздушной среде. Если необходимо получить более мягкую структуру, тогда закалка производится при быстром охлаждении металла в воде сразу же после нагрева. Если нужно получить очень мягкий металл, то следует нагреть медь до красна (это примерно 600°), а затем опустить в воду. После того, как изделие пройдет процесс деформации и приобретет необходимую форму, его можно будет снова нагреть до 400°, а затем позволить остыть в воздушной среде.
Отсюда можно сделать вывод, что при таком процессе нагрева невозможно добиться улучшения пластичности как сказано выше, так как закалка меди проходит при температуре до 300 °С меньше. В ущерб этому, мы значительно повышаем твердость меди с покрытием.
Вывод: Совокупность использования гальванических и термических операций на деталях из меди, позволяют значительно повысить качественно-точностные характеристики. Важно подбирать время и режимы нанесения никелевого покрытия и нахождения детали в печи. Оптимальным режимом для получения максимальной твердости и самой детали, и её покрытия будет закалка при температуре 600 °С, что так же позволит получить твердость покрытия 4500-6000 МПа.
Список литературы:
- Воробьев А.Ф. «Практикум по неорганической химии» ‒ М.: «Химия», 1984 г., 540 с.
- Лаворко П.К. «Пособие мастеру цеха гальванических покрытий» ‒ М.: «Машиностроение», 1969 г., 272 с., ил.
- Краснова М. Н., Рассказов А. С. Электрохимическое покрытие металлов// Научные разработки: евразийский регион: материалы международной научной конференции теоретических и прикладных разработок (г. Москва, 31 октября 2018 г.). / отв. ред. Д.Р. Хисматуллин. – Москва: Издательство Инфинити, 2018. – 124 с.
kazov-A.S..pdf» title=»38-41 Krasnova M.N., Rasskazov A.S.»]