
В настоящее время автоматизация химических процессов в производстве является важной и актуальной задачей. Внедрение автоматизированной системы управления позволяет не только получить высококачественные продукты, снизить затраты, повысить рентабельность, но и обеспечить безвредность данного производства, что всегда актуально для химического производства [2, с.6-7].
Бурное развитие электроники особенно в сфере микропроцессорной техники привело к созданию программируемых логических контроллеров (ПЛК), которые позволяют значительно уменьшить контакт человека с вредными веществами, уменьшить отклонение и нарушение протекания технологических процессов от нормального и обеспечить их взрыво- и пожарообезопасность[1].
Из большого разнообразия известных комплексов программирования стандарта МЭК 61131-3, как наиболее популярный у пользователей ПЛК, используют CoDeSys (Controllers Development System) [4, с.5].
В CoDeSys для программирования доступны пять языков [3, с.7]:
— IL (Instruction List)
— ST (Structured Text) Pascal-подобный язык
— LD (Ladder Diagram) — язык релейных схем
— FBD (Function Block Diagram) — язык функциональных блоков
— SFC (Sequential Function Chart) — язык диаграмм состояний
Запустив CoDeSys, пользователь создает проект, включающий все программы, конфигурацию контроллера, сети и др. Встроенные элементы дают возможность создать модель объекта управления и проводить отладку проекта без применения средств имитации, что очень удобно [3, с.7].
Автоматизируем процесс производства однокомпонентного полиуретанового герметика.
Принципиальная схема получения однокомпонентного полиуретанового герметика представлена на рис.1.
Рис.1. Принципиальная схема производства полиуретанового герметика:
АП – автопогрузчик; Т1-Т2 — термошкаф; В – весы;
Р – рольганг; Д – диссольвер.
Данный технологический процесс получения возможно частично автоматизировать с помощью программируемых логических контроллеров. Для автоматизации процесса получения герметика необходимо предусмотреть:
- автоматизацию процесса сушки влагосодержащих сыпучих компонентов;
- автоматизацию процесса нагрева связующего;
- автоматическое включение рольганга;
- автоматическое регулирование процесса смешения компонентов;
- отключение программы.
Исходя из анализа технологической схемы (рис.1) представляется возможность ее реализации с помощью системы логического управления, спроектированной на языке LD в среде CoDeSys 2.3. Программа, обеспечивающая получение герметика, может быть составлена из 16 цепей, каждая из которых выполняет свою функцию:
- Запуск программы (цепь 0001);
- Сушка влагосодержащих сыпучих компонентов в термошкафу Т1 при температуре 100±100С, 3-3,5 ч. (цепь 0002);
- Подогрев связующего в термошкафу при температуре 800С для уменьшения вязкости предполимера (цепь 0003);
- Перед загрузкой в диссольвер бочку с предполимером ставят на рольганг (цепь 0004);
- Загрузку в диссольвер осуществляют вакуум-метрическим давлением. Взвешивание проводят на весах (цепь 0005);
- В диссольвер загружают связующее (полиуретановый предполимер), включают мешалку и при скорости вращения фрезы 150 об/мин продолжают загрузку в следующей последовательности: пластификатор, осушитель и тиксотропный агент, затем перемешивают в течение 5 мин при скорости вращения фрезы 600-650 об/мин (цепь 0006);
Загрузку пластификатора в диссольвер (поз.Д) осуществляют вакуумметрическим давлением. Взвешивание проводят на весах (поз. В).
- Выключают перемешивание (фрезу), поднимают крышку дежи и производят очистку лопастей и крышки от тиксотропного агента, при необходимости шпателем (цепь 0007);
- Продолжают перемешивание в течение 10 мин (цепь 0008);
- Последовательно загружают наполнители, антипирены и пигменты. Загрузку в диссольвер осуществляют вручную через люк. Взвешивание проводят на весах (цепь 0009);
- После загрузки продолжают перемешивание в течение 10 мин (цепь 0010)
- Выключают перемешивание, поднимают крышку дежи и производят очистку лопастей и крышки диссольвера от сыпучих сжатым воздухом и шпателем. В диссольвер вручную загружают заранее приготовленную навеску катализатора (цепь 0013);
- При скорости вращения фрезы 600 об/мин перемешивают в течение 10 мин и открывают вакуум (цепь 0014);
- После окончания диспергирования останавливают мешалку (фрезу и планеты), стравливают вакуум и отбирают пробу на наличие комков и пузырьков воздуха. (цепь 0015);
- Индикатор останова (цепь 0016).
Запуск и останов технологического процесса синтеза полиуретановых предполимеров реализуются цепями 0001 и 0010 соответственно. Кнопки Pusk и Stop физически могут быть выполнены на базе кнопочной станции (кнопки с самовозвратом).
Цепи 0011 и 0012 контролируют процесс нагрева и регулирования температуры компонентов в диссольвере. При повышении температуры смешиваемых компонентов выше заданной, срабатывает переключатель и открывается вентиль подачи холодной воды в рубашку диссольвера, при температуре смешиваемых компонентов ниже заданной, срабатывает переключатель и открывается вентиль подачи горячей воды.
Программный код представлен на рис.2,3.

Рис.2 Программа реализации получения полиуретановых герметиков
на языке LD, цепи 1-10
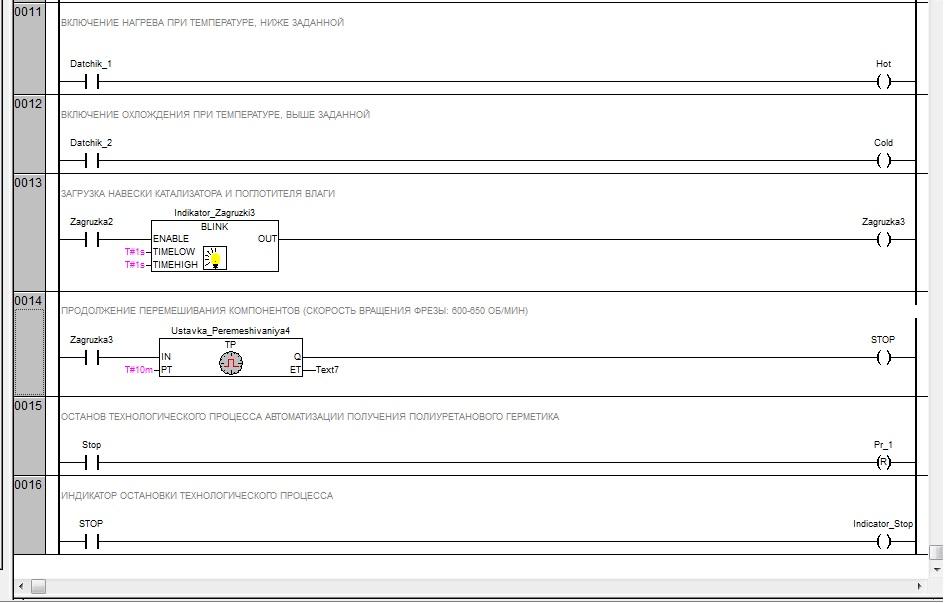
Рис.3 – Программа реализации получения полиуретановых герметиков
на языке LD, цепи 11-16
Вывод: Представлена принципиальная схема производства однокомпонентного герметика и его описание, приведена программа автоматизации процесса получения полиуретанового герметика. В программе предусмотрены сушка влагосодержащих сыпучих компонентов, нагрев связующего (предполимера); автоматическое регулирование процесса смешения компонентов в диссольвере с вращающейся мешалкой, позиционное регулирование температуры.
Список литературы:
- Cognard P. Adhesives and sealants: Basic concepts and high tech bonding. France: Elsevier, 2005. – 511 p.
- Голубятников В.А., Шувалов В.В. Автоматизация производственных процессов в химической промышленности. СПб.: Химия, 1985. — 352 с.
- Калайтанов В.В. CoDeSys – инструментальный программный комплекс промышленной автоматизации // Young science. — 2014. — V.3. – С.7-9.
- Минаев И.Г., Самойленко В.В., Ушкур Д.Г. Программируемые логические контроллеры в автоматизированных системах управления. Ставрополь: АГРУС, 2010. — 130 с.[schema type=»book» name=»АВТОМАТИЗАЦИЯ ПРОЦЕССА ПОЛУЧЕНИЯ ПОЛИУРЕТАНОВЫХ ГЕРМЕТИКОВ С ПРИМЕНЕНИЕМ ПРОГРАММИРУЕМОГО ЛОГИЧЕСКОГО КОНТРОЛЛЕРА » author=»Тимакова Ксения Александровна, Самойленко Владимир Валерьевич» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-04-04″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_30.04.2015_4(13)» ebook=»yes» ]