
В связи с постоянно растущими темпами промышленности и производства необходимо улучшение существующих технологий и техники, а также разработка принципиально новых типов оборудования. Но проектирование и разработка новых технологий часто невозможна либо затруднительна, поэтому основной задачей является совершенствование уже имеющихся. На данный момент существует множество используемых технологий, способных удовлетворить запросам потребителей.
В середине XX века появляются и находят широкое применение ультразвуковые (УЗ) технологии, основанные на использовании энергии УЗ колебаний. Они прочно заняли свое место среди других «интеллектуальных» технологий, а также позволили выявить и усовершенствовать значительное количество технологических процессов. Оборудование, в основе которого лежит применение УЗ колебаний не требует особых условий эксплуатации, имеет небольшие массогабаритные параметры, но при этом отличается высокой производительностью и небольшой потребляемой энергией. Влияние ультразвука на некоторые технологические среды (например, жидкости, жидкодисперсные, газовые среды, твердые тела) связано с развитием различных эффектов: кавитация, ускорение диффузии, нагрев и т.д.
УЗ технологии широко используются во всех сферах человеческой жизнедеятельности, поэтому все эти технологии можно разделить на три категории. К первой относят все процессы, в которых в качестве обрабатываемой среды выступают твердые тела. К таким процессам относится сварка, резка пластмасс и металлов и другие. Во второй группе – процессы обработки жидких сред. Это процессы эмульгирования, диспергирования, очистки, экстрагирования, также к ним относят сонохимические реакции, которые выделяют в отдельное направление. Третья группа воздействия на газовые среды – это сушка продуктов, коагуляция, пеногашение.
В настоящее время широкое распространение получили аппараты для осуществления высокотехнологических процессов сварки полимерных материалов. Для обеспечения требуемых параметров производства необходимо использование волноводных инструментов сложной формы. Проектирование и разработка новых волноводов – сложная конструкторская задача, так с ростом требований к технологическому процессу, повышается и сложность разрабатываемого инструмента.
Как сказано выше ультразвуковая сварка полимерных материалов является одним из перспективных направлений. Этот способ сварки характеризуется особо ценными технологическими свойствами: возможность соединения деталей, толщина, одной из которых практически не ограниченна; осуществление сварки конструкций, в которых затруднен доступ к месту сварки; не происходит подвод напряжений к месту сварки; обеспечение высоких эксплуатационных свойств, а также повышение производительности.
Ультразвуковая сварка пластмасс и полимеров ценна тем, что для ряда некоторых материалов является единственным и надежным способом соединения.
При ультразвуковой сварке необходимые условия для образования соединения создаются в результате механических колебаний ультразвукового преобразователя. Энергия вибрации создает сложные напряжения растяжения, сжатия и среза. При превышении предела упругости соединяемых материалов происходит пластическая деформация в зоне их соприкосновения. В результате пластической деформации и диспергирующего действия ультразвука происходит удаление адсорбированных пленок жидкости, газов, органических пленок и поверхностных оксидов, происходит увеличение площади непосредственного контакта, что обеспечивает получение прочного соединения [1].
Для обеспечения качественного сварного соединения необходимо, чтобы волновод, передающий колебания от пьезоэлектрического преобразователя в зону сварки, колебался в продольной моде, поэтому в общем случае его максимальные поперечные размеры не могут превышать от 1/4 до 1/3 λ (где λ – длина волны в материале) – тогда может быть получен плоский волновой фронт. Если эти ограничения не соблюдаются, амплитуда колебаний на выходном торце неравномерна (выше в центре, чем по краям), что приводит к ухудшению качества сварного соединения. На данный момент существует множество способов, позволяющих получить требуемые значения амплитуды, которые позволяют обеспечить её равномерный выход на торцевой поверхности.
К таким способам относят введение сквозных пазов, механических фильтров, боковых проточек, сквозных цилиндрических отверстий. Данные способы позволяют разделить весь инструмент на несколько областей.
В работе [2] описаны исследования, направленные на проектирование и разработку ультразвуковых сварочных аппаратов для шовно-прессовой сварки. Данные, полученные в ходе исследований позволяют создавать плоские конструкции волноводов, которые обеспечивают наиболее оптимальное распределение амплитуды вдоль излучающей поверхности (выходной торцевой поверхности). В качестве способов модификации волноводного инструмента были выбраны сквозные пазы и механический фильтр. Так аналитический расчет конструкций сложной формы затруднен, для получения результатов использовались методы компьютерного моделирования. Но несмотря на хорошие результаты, данные волноводы не могут удовлетворить всем запросам современного производства, поэтому необходима разработка и других конструкций волноводов сложной формы, имеющие более равномерное распределение амплитуды.
Для последующих исследований можно использовать сварочные блоки, трехмерные модели которых представлены на рисунке 1. Конструкции, представленные на рисунке 1а, используются для сваривания массивных плоских прямоугольных деталей, а на рисунке 1б – конструкции, используемые для создания составных волноводов, которые позволяют в несколько раз увеличивать площадь сварного соединения.
Данные волноводы обладают коэффициентом усиления около 1, ширина и толщина волновода, как правило, превышает 0,4 длины волны.

Увеличение длины и ширины сварного шва позволяет применять данные конструкции в различных областях промышленности. Чтобы обеспечить равномерное распределение амплитуды, пазы в конструкции вводятся в двух направлениях.
Так же часто на производстве существует необходимость точечной сварки материалов. Поэтому актуально исследовать модели составных конструкций волноводов, которые бы состояли из сварочного блока и простых стержневых концентраторов. Примерный вид данной модели представлен на рисунке 2.
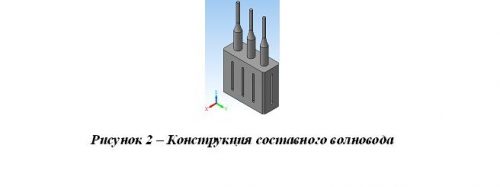
Конечно, использование данной конструкции для сварки более предпочтительно, чем в других областях, так волновод может осуществлять многоточечную сварку, что приводит к сокращению рабочего времени на производстве и к увеличению производительности труда. При некоторой модификации конструкции можно осуществить сварку изделия по сложному контору, что невозможно при использовании сварочных инструментов другого типа.
В данном случае требуемая амплитуда колебаний достигается на торцевых поверхностях концентраторов, поэтому необходимо не только получать необходимое значение выходной амплитуды сварочного блока с помощью известных способов, но и добиться требуемой амплитуды концентраторов. Аналитически сложно рассчитать параметры такой конструкции, поэтому необходимо выявить некоторые зависимости между отдельными частями, составляющими всю модель, которые бы позволили влиять на распределение амплитуды в целом. Для определения некоторых параметров конструкций используют системы элементно-конечного компьютерного моделирования. В работе [3] показаны результаты исследований, позволяющие выявить особенности моделирования ультразвуковых колебательных систем и их составляющих частей.
Подводя итог следует отметить, что предлагаемые исследования направленны на улучшение существующих конструкций для ультразвуковой прессовой сварки, а также на разработку новых конструкций для многоточечной сварки. Применение данных исследований на практике позволит повысить параметры производства. Также достоинством является возможность применения данных конструкций в других областях промышленности, что обеспечивает их универсальность.
Список литературы:
- Касаткин, А.Г. Основные процессы и аппараты химической технологии [Текст] /А.Г. Касаткин. – 9-е изд. – М.: Химия,1973. –750 с.
- Хмелев В.Н., Хмелев С.С., Боброва Г.А., Карзакова К.А. Исследование и разработка ультразвуковых сварочных инструментов [Текст]: В.Н. Хмелев, С.С. Хмелев, Г.А. Боброва, К.А. Карзакова. Южно-Сибирский научный вестник 2013 №2(4) С. 71-73
- Хмелев С.С., Боброва Г.А., Карзакова К.А. Об особенностях конечно-элементного моделирования ультразвуковых колебательных систем и их составных узлов [Текст]: В.Н. Хмелев, С.С. Хмелев, Г.А. Боброва, К.А. Карзакова. Южно-Сибирский научный вестник 2014 №2(6) С. 11-13[schema type=»book» name=»УЛЬТРАЗВУКОВЫЕ СВАРОЧНЫЕ ВОЛНОВОДЫ СЛОЖНОЙ ФОРМЫ» author=»Хмелев Владимир Николаевич, Хмелев Сергей Сергеевич, Боброва Галина Алексеевна» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-06-14″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_ 30.12.2014_12(09)» ebook=»yes» ]