
Автоматическая загрузка штучных изделий в технологические машины является решающей операцией при автоматизации технологических процессов. Производство алкогольной продукции основывается на высокоэффективных и производительных автоматизированных технологических системах. Одним из основных этапов технологии этого производства является розлив жидкостей в сувенирную ПЭТ-тару, которая должна подаваться в линии розлива в упорядоченном положении, с заданным темпом и требуемой производительностью, с последующей её укупоркой.
В большинство отечественных и зарубежных автоматов и моноблоков розлива осуществляется ручная подача сувенирной ПЭТ-тары, что значительно ограничивает производительность таких машин. Создание и проектирование систем автоматической загрузки (САЗ) сувенирной ПЭТ-тары обеспечит не только выполнение указанных задач, но и повышение производительности линий и качества продукции.
Автоматическому ориентированию современными САЗ поддаются емкости, изготавливаемые из пластика, объемом не более 0,33 л (рис. 1). Для них может быть характерны: различное соотношение длин и диаметров ступеней, сферический или конический переход из одной ступени в другую, явная и неявная асимметрия внешней формы.

Рисунок 1. Сувенирные двухступенчатые ПЭТ-бутылки с
Автоматическая загрузка сувенирной ПЭТ-тары осуществляется стационарными САЗ на базе дискового бункерного загрузочного устройства (БЗУ) (рис. 2).
Основным элементом САЗ является БЗУ, обеспечивающее извлечение из навала (захват), приведение в упорядоченное положение (ориентирование) и выдачу изделий в последующие устройства. В виду того, что в пределах одного предприятия ассортимент выпускаемой сувенирной продукции может меняться, то целесообразным является создание единой конструкции БЗУ для всех видов сувенирной ПЭТ-тары.
Анализ различных конструкций БЗУ, которые могли бы быть использованы для сувенирной ПЭТ-тары [1], показал, что универсальными для бутылок с неявной асимметрией по торцам (при соотношении высоты нижней части бутылки ко всей ее длине равным 0,7…0,8), и с явно выраженной асимметрией (с соотношением 0,5…0,7) являются БЗУ с радиальными гнездами и кольцевым ориентатором [2] и дисковое зубчатое БЗУ с кольцевым ориентатором [3].
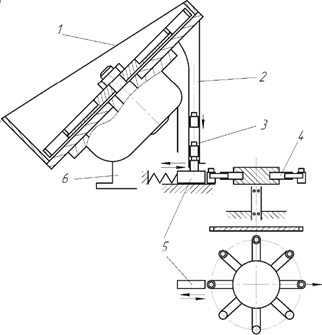
Рисунок 2. Схема САЗ сувенирной ПЭТ-тары: 1 – БЗУ; 2 – накопитель;
3 – ПЭТ-тара; 4 – транспортный ротор; 5 – питатель, 6 – станина
БЗУ с радиальными гнездами и кольцевым ориентатором (рис. 3) состоит из бункера, образованного обечайкой 5 и стойкой 1, вращающегося диска 3 с захватными органами, выполненными в виде радиальных пазов, переходящих в гнезда. В нижней части бункера на стойке 1 установлен кольцевой ориентатор 4, сопрягающееся с вращающимся диском 3. С внутренней стороны кольцевого ориентатора выполнен кольцевой паз. По окружности вращающегося диска с двух сторон выполнены фаски. Угол при вершине фасок равен углу при вершине конического торца сувенирной ПЭТ-тары. В стойке предусмотрен приемник 10.
Бутылки, засыпанные в бункер, западают в радиальные пазы и перемещаются вращающимся диском в сторону гнезд. Если бутылка движется в сторону гнезда коническим торцом вперед, то она скользит по фаске и западает в гнездо полностью, поскольку поперечное сечение кольцевого ориентатора соответствует профилю конического торца бутылки.
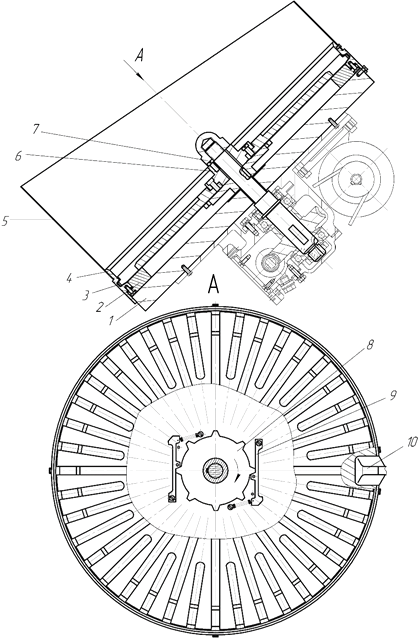
Рисунок 3. БЗУ с радиальными гнездами и кольцевым ориентатором:
1 – стойка; 2 – неподвижное основание; 3 – диск; 4 – кольцевой
ориентатор; 5 – обечайка; 6 – втулка; 7 – гайка; 8 – звездочка;
9 – собачка; 10 – приемник
Если бутылка движется в сторону гнезда цилиндрическим торцом вперед, то она скользит по фаске и западает в гнездо не полностью, так как опирается цилиндрическим торцом на верхнюю часть кольцевого ориентатора, а коническим торцом – на фаску. При дальнейшем вращении вращающегося диска бутылки перемещаются им в верхнюю часть бункера.
Бутылки, полностью запавшие в гнезда, перемещаются диском в верхнюю часть бункера к разгрузочному окну, через которое выпадают в приемный лоток. Бутылки, не полностью запавшие в гнезда, выпадают из гнезда под действием силы тяжести обратно в бункер в процессе пассивного ориентирования.
Дисковое зубчатое БЗУ с кольцевым ориентатором (рис. 4) содержит бункер, образованный обечайкой 2 и неподвижным основанием 5, вращающийся диск 4 с радиальными пазами 1 и гнездами 7, чередующимися с зубьями 6. Общий кольцевой ориентатор 3, расположенный под вращающимся диском 4, имеет кольцевой паз, поперечное сечение которого соответствует профилю асимметричного торца бутылок. В верхней части бункера БЗУ установлен копир 8 в виде сегмента окружности, с торцевым криволинейным профилем, направление подъема которого совпадает с направлением вращения диска.
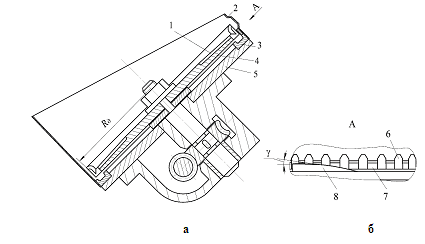
Рисунок 4. Дисковое зубчатое БЗУ с кольцевым ориентатором:
а – в разрезе по оси вращающегося диска с гнездами; б – вид А
При вращении диска 4 сувенирные ПЭТ-бутылки, засыпанные в бункер, ворошатся зубьями 6, пересыпаются и западают в гнезда 7. Бутылки, запавшие в гнезда асимметричным торцом вниз, погружаются полностью в паз кольцевого ориентатора, так как сечение паза повторяет профиль асимметричного торца бутылки. Бутылки, запавшие в гнезда цилиндрическим торцом вниз, опираются им на верхний край паза кольцевого ориентатора, так как ширина верхней части паза не превышает диаметр цилиндрического торца бутылки.
Запавшие бутылки перемещаются вращающимся диском в верхнюю часть бункера БЗУ.
Бутылки, которые запали в паз кольцевого ориентатора асимметричным торцом вниз, удерживаются в нем, опираясь на верхний край гнезда, и перемещаются вращающимся диском в зону выдачи бутылок из гнезд в приемник. ПЭТ-бутылки, которые запали в гнезда цилиндрическим торцом вниз опираются им на верхний край паза ориентатора, при этом проекция силы тяжести бутылки оказывается левее точки опоры, создавая, тем самым, опрокидывающий момент, поэтому в процессе вращения диска бутылки наклоняются в его гнездах и в верхней части бункера БЗУ «подхватываются» торцевым криволинейным профилем копира 8. Скользя по копиру цилиндрическими торцами, бутылки под действием силы тяжести опрокидываются вокруг верхнего края гнезд вращающегося диска и выпадают обратно в бункер БЗУ.
Для того, чтобы определить, какое из рассмотренных БЗУ наиболее производительно, были построены аналитические модели производительности устройств для сувенирной ПЭТ-тары с неявной и явной асимметрией с использованием подходов, изложенных в работах [4, 5].
На рис. 5, а представлены сравнительные графики зависимости производительности БЗУ от окружной скорости захватывающих органов для сувенирной ПЭТ-тары с неявной асимметрией, а на рис. 5, б – с явно выраженной асимметрией по торцам.
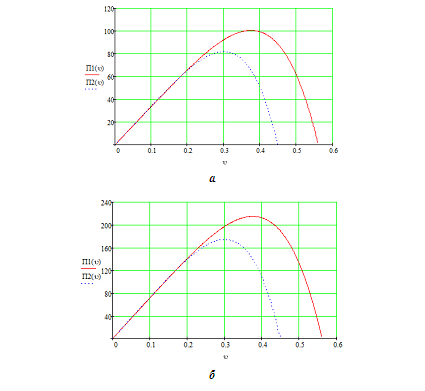
Рисунок 5. Сравнительные графики зависимости производительности
от окружной скорости захватывающих органов БЗУ с кольцевым
ориентатором с радиальными гнездами и (———-) и зубчатого (. . . . . . .) для сувенирной ПЭТ-тары с неявной (а) и явной (б) асимметрией
Анализируя графики производительности БЗУ для сувенирной ПЭТ-тары с неявной (см. рис. 5, а) и явной (см. рис. 5, б) асимметрией, приходим к выводу, что в обоих случаях максимальная производительность БЗУ с радиальными гнездами и кольцевым ориентатором, соответственно составляющая 100 шт./мин и 215 шт./мин, превышает максимальные значения производительности зубчатого БЗУ с кольцевым ориентатором – 82 шт./мин и 174 шт./мин. Поэтому для сувенирной ПЭТ-тары, как с явной, так и с неявной асимметрией, целесообразно использовать БЗУ с радиальными гнездами и кольцевым ориентатором.
Производительность БЗУ с радиальными гнездами и кольцевым ориентатором для различных параметров загружаемых бутылок с явной и неявно выраженной асимметрией по торцам составляет 100-150 шт./мин.
Таким образом, САЗ на базе БЗУ с радиальными гнездами и кольцевым ориентатором позволит обеспечить надёжную загрузку сувенирной ПЭТ-тары в отечественные и зарубежные автоматы и моноблоки розлива в упорядоченном положении, с заданным темпом и производительностью 100-150 шт./мин.
Список литературы:
- Давыдова Е.В. Прейс В.В. Механические бункерные загрузочные устройства в пищевой промышленности / под научной редакцией д-ра техн. наук, профессора В.В. Прейса. – Изд-во ТулГУ, 2012. – 120 с.
- Давыдова Е.В., Прейс В.В. Бункерное загрузочное устройство для деталей с неявно выраженной асимметрией торцов // Сборка в машиностроении, приборостроении. 2007. № 9. С. 57-65.
- Голубенко В.В., Давыдова Е.В., Прейс В.В. Совершенствование зубчатого бункерного загрузочного устройства для предметов обработки с неявно выраженной асимметрией торцов // Известия ТулГУ. Технические науки. – Вып. 2: в 2 ч. Ч. 1. – Тула: Изд-во ТулГУ. 2010. – С. 27-34.
- Давыдова Е.В., Прейс В.В. Аналитическая модель производительности бункерного загрузочного устройства с радиальными гнездами и кольцевым ориентатором // Сборка в машиностроении, приборостроении. 2009. № 11. С. 23-30.
- Голубенко В.В., Давыдова Е.В., Прейс В.В. Аналитическая модель производительности дискового зубчатого бункерного загрузочного устройства с кольцевым ориентатором // Известия ТулГУ. Технические науки. – Вып. 6. В 2 ч. Ч. 2. Тула: Изд-во ТулГУ. 2011. – С. 104-113[schema type=»book» name=»СИСТЕМЫ АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ СУВЕНИРНОЙ ПЭТ-ТАРЫ В ЛИНИИ РОЗЛИВА» description=»Рассмотрены системы автоматической загрузки сувенирной ПЭТ-тары с явной и неявной асимметрией по торцам в линии розлива » author=»Давыдова Елена Викторовна, Пестунова Мария Сергеевна, Чекмасова Ирина Игоревна» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2016-12-27″ edition=»euroasia-science.ru_26-27.02.2016_2(23)» ebook=»yes» ]