
До настоящего времени не существовало прибора или устройства, которое бы демонстрировало и подтверждало экспериментально факт появления остаточных сварочных деформаций в результате процесса сварки плавлением. Понимание этого явления достигалось теоретическими рассуждениями о механизме сварочных деформаций. Такая теоретическая модель кратко изложенная в справочнике по сварке, резке и контролю [1], приведена ниже.
В процессе сварки шов и околошовная зона разогреваются до высоких температур, что вызывает их расширение. Менее нагретые части свариваемых деталей препятствуют свободному расширению, в результате возникают временные напряжения, приводящие к упругим, а затем и пластическим деформациям металла. Высокотемпературная зона составляет небольшую часть от поперечного сечения детали, и предел текучести материала этой зоны при нагреве снижается. Поэтому пластические деформации возникают главным образом в пределах этой зоны. Обычно она включает в себя кроме шва окружающий металл, температура нагрева которого превысила некоторый уровень Тт, зависящий от свойств металла (Тт повышается с ростом предела текучести) и от жесткости свариваемых деталей (Тт снижается с ростом жесткости). При сварке пластин из малоуглеродистой стали Тт = 200…250 °С.
В процессе остывания часть возникших при нагреве пластических деформаций сохраняется, что приводит к искажению формы и размеров сварного соединения и к остаточным напряжениям в сваренных деталях.
Для объяснения механизма образования основных видов сварочных деформаций и напряжений представим схематично сварное соединение состоящим из двух зон: активной («сварочного слитка», включающего в себя весь металл, нагревшийся при сварке до температуры выше Тт) и пассивной, препятствующей сначала расширению, а потом сокращению активной части (см. рис. 1, а). Рассмотрим случай сварки двух одинаковых по толщине и ширине пластин.
При нагреве металл слитка расширяется (см. рис. 1, б), одновременно размягчаясь от нагрева. Расширение происходит в трех направлениях: вдоль осей OX, OY и OZ (светлые стрелки на рис. 1, б). Степень расширения по трем осям неодинакова.
Расширению вдоль оси шва ОХ препятствуют скрепленные со слитком более холодные пассивные части. Расширению в поперечном направлении OY мешают закрепление свариваемых деталей в сварочных приспособлениях, прихватки, ранее наложенные швы и остывающий, уже заваренный участок данного шва. Возникающие при этом продольные и поперечные силы, действующие на активную часть со стороны пассивной, показаны темными стрелками на рис. 1, б. Под действием этих сил в металле слитка возникают временные напряжения сжатия по этим двум осям. В пассивной части детали при этом наблюдаются временные напряжения растяжения в продольном направлении ОХ и сжатия в поперечном OY.
Наиболее свободно слиток расширяется в направлении толщины деталей OZ. В результате даже при сварке без присадки образуется характерная выпуклость сварного шва.
Значительные пластические деформации, сопровождающие такое неравноосное расширение, возможны потому, что в нагретом металле слитка понижен предел текучести.
При остывании слиток возвращается к своему первоначальному объему, одновременно восстанавливается исходный уровень предела текучести материала слитка. Поэтому, несмотря на сопротивление пассивных частей сварного соединения, сокращение слитка идет более равномерно по всем трем направлениям (рис. 1, в).
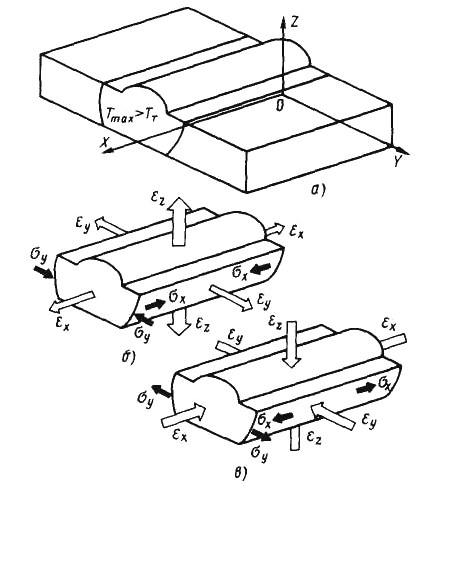
Рисунок 1. Схема образования временных и остаточных сварочных деформаций и напряжений
Наиболее свободно слиток расширяется в направлении толщины деталей OZ. В результате даже при сварке без присадки образуется характерная выпуклость сварного шва.
Значительные пластические деформации, сопровождающие такое неравноосное расширение, возможны потому, что в нагретом металле слитка понижен предел текучести.
При остывании слиток возвращается к своему первоначальному объему, одновременно восстанавливается исходный уровень предела текучести материала слитка. Поэтому, несмотря на сопротивление пассивных частей сварного соединения, сокращение слитка идет более равномерно по всем трем направлениям (рис. 1, в).
В результате после сварки слиток, а вместе с ним и пассивные части сварного соединения становятся короче в направлении вдоль оси шва. Это явление называется продольной усадкой. В продольном направлении действуют остаточные сварочные напряжения: растягивающие в слитке и сжимающие в пассивной зоне.
Слиток и сварное соединение в целом испытывают в результате сварки также сокращение в поперечном направлении (поперечную усадку).
Существуют экспериментальные методы определения сварочных напряжений, деформаций и перемещений. Проще всего измерить перемещения на внешних поверхностях конструкций. Существуют датчики для измерения деформаций, наиболее распространены тензодатчики, наклеиваемые на поверхность детали, но если деталь интенсивно нагревается, то замерять усилия и деформации с помощью наклеенных на эту деталь тензодатчиков некорректно.
Для изучения и наглядного представления процессов деформаций сварного шва и околошовной зоны предлагается учебный прибор для демонстрации деформаций, содержащий нагрузочный и упругий элементы (рис. 2). Нагрузочный элемент, выполненный в виде стержня, расположен в жесткой раме с вырезом, один конец стержня подведен (упирается) к механическому динамометру, а второй конец закреплен в раме клиньями, термопара соединена с аналого-цифровым преобразователем, выход которого соединен с компьютером.
Стержень, жестко закрепленный в окне рамы, нагреваемый в ходе эксперимента до температуры 650 – 700 °С и есть «сварочный слиток», имитирующий нагрев свариваемой кромки. Возникающие при нагреве стержня усилия давления на жесткую раму (пассивный элемент) воспринимаются упругим элементом прибора – динамометром сжатия и отражаются перемещением стрелки индикатора с одновременной регистрацией температуры нагрева стержня.
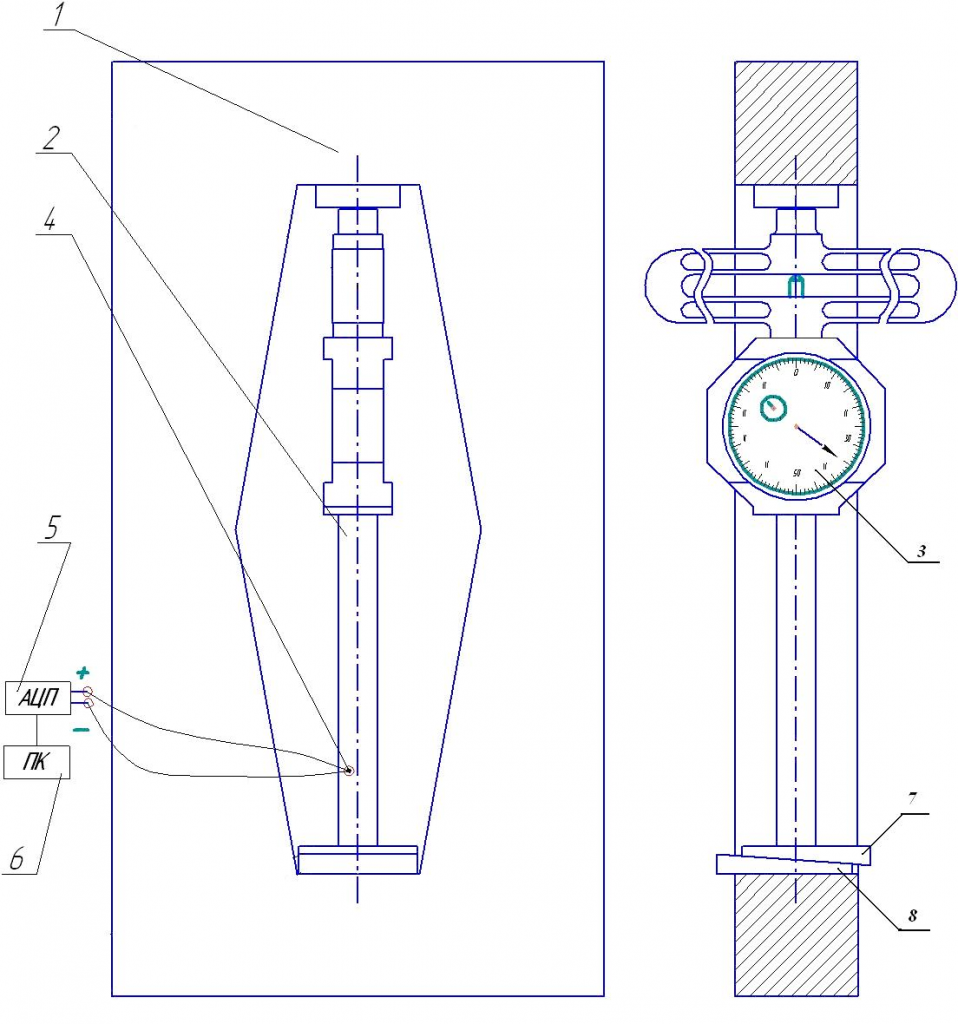
Рисунок 2. Учебный прибор для демонстрации деформаций при сварке:
1 – жесткая рама; 2 – нагреваемый стержень; 3 – динамометр сжатия; 4 – термопара;
5 – аналого цифровой преобразователь сигнала термопары; 6 – компьютер для регистрации температуры; 7 и 8 – клинья
В результате возникновения при нагреве стержня сжимающих этот стержень усилий, появляются как упругие, так и пластические деформации укорочения стержня. Это явление аналогично явлению пластического укорочения свариваемой кромки еще на стадии ее нагрева. Эта пластическая деформация укорочения свариваемой кромки проявляется после полного охлаждения сварного соединения. Так и в результате нагрева и охлаждения стержня прибора, стержень становится короче первоначальной длины и при охлаждении самопроизвольно выпадает из окна прибора, что наглядно показывает и убеждает исследователей в наличии продольной усадки свариваемых кромок при дуговой сварке конструкции.
Результаты многочисленных опытов с замерами как первоначальной, так и окончательной длины стального стержня после полного охлаждения подтверждают его укорочение ε = 0,5 – 1,0 %.
По результатам работ составлена заявка и получен в 2014 году патент на полезную модель [2].
Вывод
Применение прибора для демонстрации деформаций при сварке дает наглядное представление о деформациях укорочения, возникающих в металле шва и свариваемых кромках. Прибор компактен и может использоваться в лаборатории и лекционной аудитории, наглядно демонстрируя термомеханические процессы в сварном соединении.
Список литературы:
- Сварка. Резка. Контроль: Справочник. В 2-х томах / Под общ. ред. Н.П. Алешина, Г.Г. Чернышова. – М.: Машиностроение, 2004. Т.1 / Н.П.Алешин, Г.Г. Чернышов, Э.А. Гладков и др. – 624 с.
- Учебный прибор для демонстрации деформаций. Патент на полезную модель № 136621 Автор: Казаков Сергей Иванович (RU) Зарегистрировано в Государственном реестре полезных моделей Российской Федерации 10 января 2014 г.[schema type=»book» name=»ПРИБОР ДЛЯ ДЕМОНСТРАЦИИ ДЕФОРМАЦИЙ ПРИ СВАРКЕ» author=»Казаков Сергей Иванович, Шумков Владимир Александрович» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-03-28″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_30.04.2015_04(13)» ebook=»yes» ]