
Твердосплавный инструмент широко используется при резании материалов. Твердый сплав – это композиционный материал, состоящий из карбидной фазы в металлической связке.
B процессе резания режущий клин инструмента изнашивается путем вырыва как отдельных зерен карбидной фазы, так и их группы (рис.1).
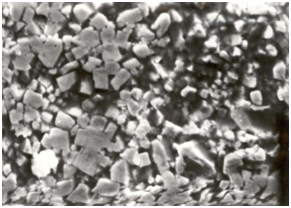
Рисунок 1. Микрофотография передней поверхности твердосплавного инструмента из твердого сплава ВК8, иллюстрирующая механизм изнашивания
При резании движение металла в прирезцовых слоях может быть ламинарным или турбулентным (вихревым) (рис.2), что определяется параметрами процесса резания. С точки зрения износа инструментального материала наиболее интересным является турбулентный режим. Турбулизация прирезцовых слоев приводит к пульсациям и появлению завихрений – вихревых мод деформации, что ускоряет процесс изнашивания твердых сплавов за счет ослабления границ зерен и образования микротрещин.
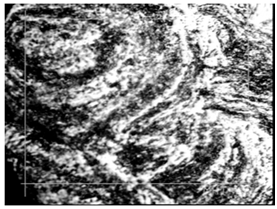
Рисунок 2. Вихревой характер движения объемов металла в слоях стружки вблизи передней поверхности резца (сталь 45)
При низких скоростях резания движение частиц обрабатываемого материала в прирезцовых слоях является двумерным, т.е. наряду с мелкомасштабными вихрями получают развитие крупномасштабные. Беспорядочность движения в этом случае определяется крупномасштабными вихрями. С увеличением скорости резания характер течения становится одномерным, т.е. близким к ламинарному при этом интенсивность изнашивания снижается. При дальнейшем увеличении скорости резания движение становиться двумерным с появлением трехмерных течений частиц обрабатываемого материала.
Таким образом, интенсивность изнашивания твердых сплавов в значительной степени определяется характером контактного течения частиц обрабатываемого материала по рабочим поверхностям инструмента.
Как установлено в работе [2], среди структурных элементов самым слабым звеном во всех твердых сплавах как при низких, так и при высоких температурах являются межзеренные границы, а самым прочным – связующая фаза.
На рис. 3 показана модель действия ламинарного и турбулентного потоков на карбидное зерно. Режим движения частиц обрабатываемого материала в прирезцовом слое стружки определяется номинальным удельным давлением на передней поверхности инструмента, влияющим на степень их деформации.
Вихрь, закручивающийся вокруг заторможенного объема материала, создает пару сил F с плечом равным радиусу зерна R. На подошве этого объема, который в первом приближении можно принять в виде конуса, действуют касательные напряжения, препятствующие повороту.
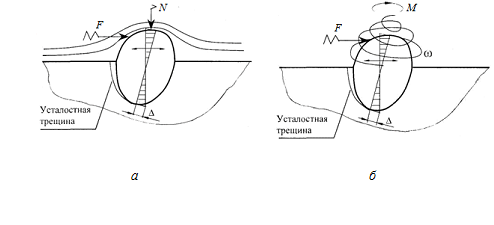
Рисунок 3. Модель вырыва зерна карбидной фазы при:
а – ламинарном; б – турбулентном движении частиц обрабатываемого материала
При этом, чем меньше заторможенный объем, тем меньше поворотный момент выкручивания, а, следовательно, и вихревая компонента изнашивания. Крупномасштабный вихрь охватывает группу зерен, поэтому можно считать, что зерна, удаленные от центра вихря находятся в ламинарном потоке и подвергаются только раскачке. Вырыв зерна, либо группы зерен инструментального материала при поворотном движении вихря, наступает в результате образования усталостной трещины на границах WC-CO.
Проведенные исследования позволили указать причины немонотонности зависимости износа (стойкости) инструмента от скорости резания.
На рис. 4 приведена схема, иллюстрирующая причины немонотонности зависимости Т–V. При низких скоростях резания пластическое течение прирезцовых слоев обрабатываемого материала является двумерным, т.е. реализуются вихревые моды деформаций, вызывающие микроразрушение поверхностных слоев.
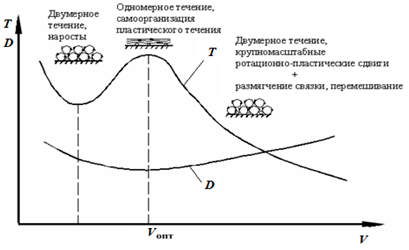
Рисунок 4. Схема, иллюстрирующая причины немонотонной зависимости стойкости инструмента от скорости резания
С повышением скорости резания происходит хаотизация пластического течения обрабатываемого материала в прирезцовых слоях, что приводит к повышению концентрации крупномасштабных вихрей, размягчению связки, замещению ее обрабатываемым материалом и к вязкому срезу групп зерен карбидов.
Исследования показывают, что для повышения износостойкости режущего инструмента необходимо на них осаждать твердые покрытия. Последнее достигается путем формирования, прежде всего, покрытий наноструктурных составов [1,3].
Список литературы
- Интеллектуальные системы диагностики состояния оборудования и износа инструмента / Ю.Г. Кабалдин, И.Л. Лаптев, Д.А. Шатагин, В.О. Зотов, С.В. Серый // Машиностроение: сетевой электронный научный журнал. – 2014. – № 2. – с. 47-50.
- Кабалдин Ю.Г. Структура, прочность и износостойкость композиционных инструментальных материалов. – Владивосток: Дальнаука, 1996. – 183 с.
- Кабалдин Ю.Г. Повышение работоспособности режущего инструмента осаждением наноструктурных покрытий / Ю.Г. Кабалдин [и др.] // Вестник машиностроения. – 2010. – №3, с. 41-48.[schema type=»book» name=»ВИХРЕВОЙ ХАРАКТЕР ИЗНАШИВАНИЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ПРИ РЕЗАНИИ» author=»Зотов Вячеслав Олегович» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-03-30″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_30.04.2015_04(13)» ebook=»yes» ]