
ОПРЕДЕЛЕНИЕ ОПТИМАЛНЫХ РЕЖИМОВ КОНТАКТНО-ЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ АБРАЗИВНЫХ КРУГОВ НА МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ.
Я.Ю. Бровкина
Аспирант кафедры технология машиностроения, Санкт-Петербургского политехнического университета им. Петра Великого, Санкт–Петербург.
Д.Н. Шабалин
Канд. техн. наук, доцент кафедры технология машиностроения, Санкт-Петербургского политехнического университета им. Петра Великого, Санкт–Петербург.
В.Г. Теплухин
Канд. техн. наук, доцент кафедры технология машиностроения, Санкт-Петербургского политехнического университета им. Петра Великого, Санкт–Петербург.
АННОТАЦИЯ
В статье предложен метод для определения оптимальных режимов контактно-эрозионной правки алмазных абразивных кругов на металлической связке. Для этого на кафедре «Технология машиностроения» СПбПУ проведены исследования по правке алмазных кругов торообразной формы малого диаметра, на основе которых сделаны выводы и даны рекомендации по назначению наилучших режимов контактно—эрозионной правки кругов.
ABSTRACT
The article proposes a method for determining the optimal modes of contact-erosion correction of diamond abrasive wheels on a metal bond. To do this, the Department of «Engineering technology» Spbpu conducted research on editing diamond circles toroidal shape of small diameter, on the basis of which conclusions and recommendations for the appointment of the best modes of contact-erosion correction circles.appointment of the best modes of contact-erosion correction circles.
Ключевые слова: керамика, нитрид кремния, контактно-эрозионная правка, алмазное шлифование, торообразные шлифовальные круги, технология механической обработки.
Keywords: ceramics, silicon nitride, contact-erosion dressing, diamond grinding, toroidal grinding wheels, machining technology..
В промышленном мире детали из технической керамики получают все более широкое распространение. Их преимущество – высокая твердость, жаростойкость, малое количество операций при обработке за счет получения точных заготовок, стойкость к химически активным средам. Механическая обработка деталей осуществляется алмазными абразивными кругами на токопроводящих связках.
Способов восстановления режущей способности таких кругов существует несколько: электрохимический, электроэрозионный, абразивно- электрохимический, абразивно-электроэрозионный [1].
На кафедре «Технология машиностроения» СПбПУ проведены исследования по правке алмазных кругов торообразной формы малого диаметра (12…18 мм) на металлической связке. Эти круги используются для обработки керамических лопаток и колес в деталях газовой турбины. Применялся электро-искровой метод правки от генератора электрических импульсов. В этом методе сущность правки состоит в выжигании связки МВ-2 за счет образования искры между электродом и кругом, продукты электрической эрозии вымываются охлаждающей жидкостью. В качестве электрода использовался медный стержень толщиной 5 мм. Инструмент приводился во вращение пневмошпинделем, закрепленным в револьверной головке токарного станка с ЧПУ 1716ПФ4. Найдены оптимальные технологические режимы для правки: осевая подача круга (или электрода) S, глубина хода t, расход охлаждающей жидкости. Частота вращения круга в пневмошпинделе составляла об/мин.
В качестве критерия правки использовалась стойкостная наработка круга при шлифовании пера турбинной лопатки из нитридной керамики . По следующему алгоритму разработана математическая модель взаимодействия круга и детали, а также программа расчета:
- Рассчитывались объемы детали и заготовки для определения объемного припуска на обработку.
2) Рассчитывалось число ходов круга для снятия припуска.
3) Получали площадь поверхности контакта круга и заготовки.
4) Аппроксимируя торовую поверхность круга (ввиду малой величины площади его контакта) конической поверхностью, получали площадь среза в зоне резания.
5) Рассчитывали основное время обработки одной лопатки, зная скорость подачи и длину обработки.
6) Вычисляли стойкостную наработку круга. За период стойкости принимали время шлифования, когда сила резания Ру возрастала в2 раза, которую оценивали посредством измерения упругого отжатия у круга нормальном направлении от поверхности заготовки (диаметр оправки круга равен 6 мм, длина ее — 35 мм).
Аналогично описанному выше исследовали контактно—эрозионную правку (КЭП) таких же кругов. В этом методе вместо генератора импульсов использовали источник постоянного тока напряжением 36 В, применялся вышеописанный электрод. Для этого метода также найдены оптимальные режимы правки. Метод по эффективности не уступает электро-искровому.
Проведен двухуровневый многофакторный эксперимент по определению оптимальных режимов КЭП по критериям производительности правки, режущей способности круга и качества прошлифованной поверхности. В результате получены эмпирические зависимости:
Qпр = 2,810-6S0,69t2I0.08 (1)
Qшл = 4,110-2S0.4t1.1I0.05 (2)
Rа = 0,038S0.2t-0,2I-0,1 (3)
где Qпр – производительность правки, мм3/мин, S – скорость осевой подачи при правке, t – величина сближения круга и электрода после каждого прохода, I – сила тока источника постоянного тока, Qшл – режущая способность круга при шлифовании, Ra – шероховатость поверхности, обработанной заправленным кругом.
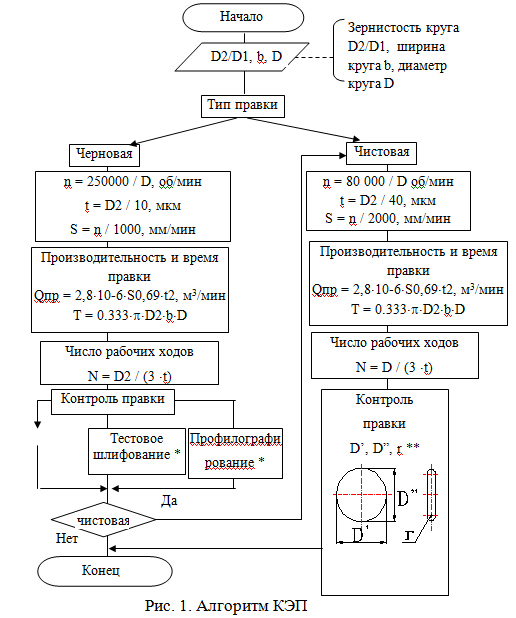
По итогам экспериментальных исследований был составлен алгоритм КЭП алмазных абразивных кругов на металлических связках (рис. 1).
Некоторые варианты обработки других материалов рассмотрены в работе [2].
В результате сделаны выводы и рекомендации по проведению КЭП кругов разнообразной формы: правка стабильно протекает в том случае, если технологические параметры составляют S — 80…250 мм/мин, t — 10…40 мкм, I — 10…30 А.
Да
Для быстрого удаления связки у нового алмазного круга (вскрытия) рекомендуется выбирать следующие режимы КЭП: v = 2…5 м/с, S = 200…250 мм/мин, t = 30…40 мкм.
Для увеличения режущей способности круга (мм3/мин) при шлифовании и меньшей шероховатости поверхности требуется чистовая правка круга при режимах: скорость круга v = 2…5 м/с, скорость осевой подачи vo = 200…250 мм/мин, t = 5…15 мкм.
Список литертатуры:
1Абразавная и алмазная обработка материалов. Справочник /Под ред. проф. А.Н. Резникова — М.: Машиностроение, 1977. – 390 с.
2 Quality assurance issues of hard-processing aluminum alloy parts fabrication for aircraft construction and engine-building. Kolodyazhniy Y.Y., Lyubomudrov S.A., Makarova T.A. Journal of Engineering and Applied Sciences. 2016. Т. 11. № 14. С. 3019-3023.