

Одним из существенных недостатков изделий из термопластов, полученных методом термоформования из листовых заготовок, является их повышенная склонность к короблению при эксплуатации в условиях повышенных температур. Такое коробление является следствием значительных остаточных напряжений, вызываемых самой технологией термоформования. Во время формования термопластичных заготовок, нагретых до высокоэластического состояния, в них создается высокий уровень напряжений, а затем, чтобы увеличить производительность процесса, отформованные изделия, как правило, резко охлаждаются, что и определяет в стенках изделий значительные остаточные напряжения, приводящие впоследствии к изменению линейных размеров, а иногда и к нарушению формы изделия.
Методику определения остаточных напряжений в изделиях, отформованных при температурах, соответствующих высокоэластическому состоянию термопласта, рассмотрим на примере негативного формования изделий в виде усеченного конуса (рис.1, а). Известно [1, с. 497], что процесс формования подобных изделий с коэффициентом геометрии формы условно разбивается на три этапа: этап свободного формования заготовки, этап формования боковой поверхности изделия и этап совместного формования нижней части боковой поверхности и днища изделия.
Величина напряжений, возникающих в формуемой заготовке в любой точке изделия на любом этапе формования, может быть рассчитана с помощью известных уравнений [1, с. 509]. Результат подобного расчета удобнее всего представить в виде эпюр напряжений, как это сделано, например, на рис. 1, б.
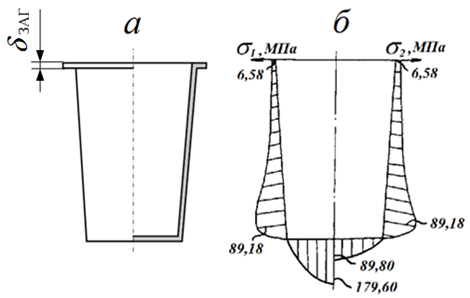

Рисунок 1. Изделие в виде усеченного конуса (а) и эпюры распределения меридиональных и радиальных напряжений в момент окончания
формования (б)
На этом рисунке показаны напряжения, возникающие в момент завершения формования изделия в виде усеченного конуса с радиусом большего основания 0,05 м, высотой 0,15 м и углом наклона образующей 75о из заготовки толщиной 5 10-3 м.
Из рисунка видно, что наиболее напряженными областями являются центральная часть плоского днища и нижняя часть боковых стенок. Опыт показывает, что при эксплуатации подобных изделий в условиях повышенных температур наиболее значительно деформируется (коробится) днище, линейные размеры которого уменьшаются. Кроме того изделие как бы «осаживается», уменьшая свою высоту. С помощью метода накатанных сеток видно, что уменьшение линейных размеров вдоль образующей неравномерно. Наиболее интенсивно оно проявляется ближе к днищу. Подобные экспериментальные результаты хорошо согласуются с приведенной на рис. 1, б картиной распределения напряжений.
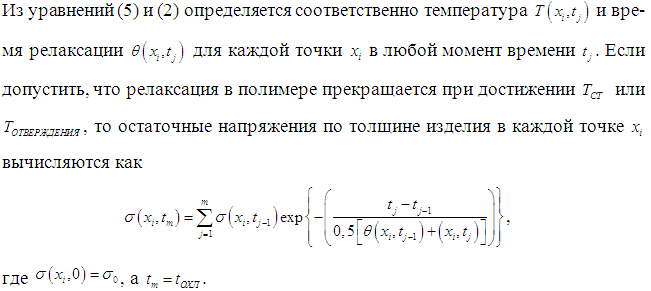
Величины меридиональных и радиальных напряжений, вычисленных по соответствующим методикам, а также данные о распределении толщины стенки вдоль образующей и толщины днища вдоль радиуса являются исходными данными для расчета остаточных напряжений.
На этапе охлаждения изделия в результате теплообмена с формой, имеющей температуру T0, происходит уменьшение внутренних напряжений в полимере в результате процесса релаксации T0. Для описания и расчета релаксационного процесса может быть использовано уравнение Кольрауша [2, с. 61]





где W– энергия активации процесса релаксации при некоторой фиксированной температуре ; ![]()

Известно, что энергия активации процесса релаксации полимеров практически совпадает с энергией активации их вязкого течения и может быть определена как аналитически, так и графическим методом.
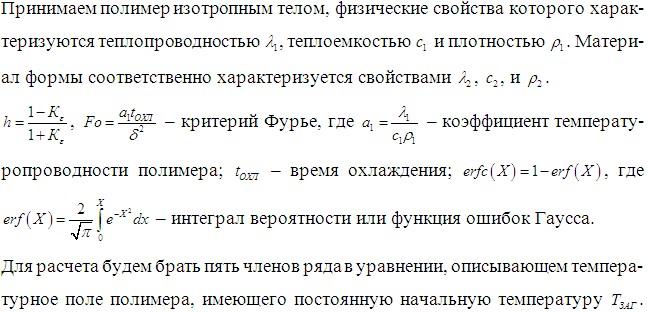
При рассмотрении процесса охлаждения изделия не будем учитывать теплообмен поверхности полимера с окружающим воздухом (для полиметилметакрилата, например, коэффициент температуропроводности составляет всего 5,9 Вт/м2 с) и будем рассматривать полимер в виде пластины, охлаждающейся теплопроводностью в неограниченной среде постоянной температуры ТФ. Тогда для расчета распределения температуры по толщине изделия можно применить решение, предложенное Лыковым [6. с. 330].


При этом уравнение примет вид


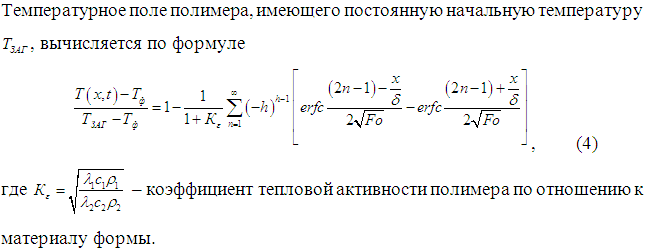
При проведении инженерных расчетов, когда в решении допускается некоторая погрешность (от 3 до 5 %), желательно иметь достаточно простые исходные уравнения, так как при использовании строгих аналитических методов расчеты часто имеют сложный и громоздкий вид. В частности для определения температурного поля можно воспользоваться уравнениями, предложенными Вейником [7, с. 77] .
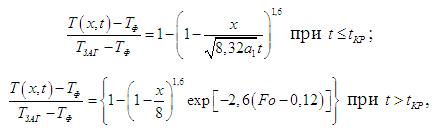

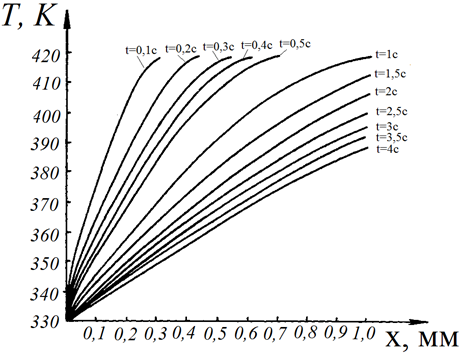

Рисунок 2. Распределение температуры по толщине стенки изделия из
ударопрочного полистирола (![]()

где ![]()

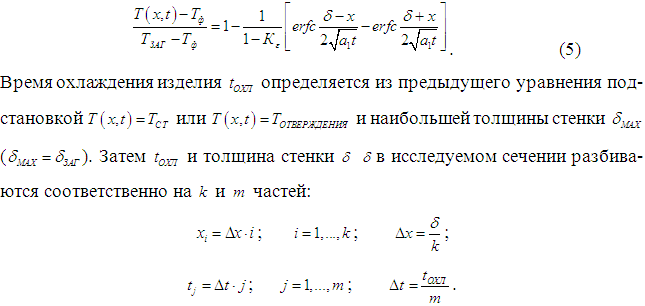
Распределение температуры и остаточных напряжений по толщине стенки изделия из ударопрочного полистирола в сечении с толщиной стенки 1 мм, определенные с использованием приближенных формул, показаны на рис. 2 и 3. Определение остаточных напряжений проводилось в безразмерных координатах ![]()

Изложенную выше методику можно применять и для определения технологических параметров процесса охлаждения изделий, исходя из допустимого уровня остаточных напряжений.
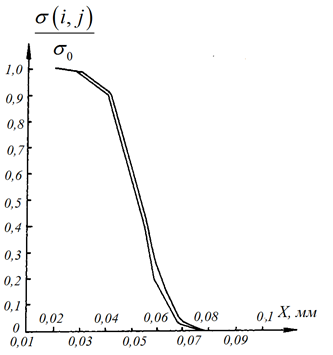

Рисунок 3. Распределение остаточных напряжений по толщине стенки
изделия из ударопрочного полистирола (![]()

Список литературы:
- Шерышев М.А. Производство изделий из полимерных листов и пленок. СПб.: Научные основы и технологии, 2011. – 556 с.
- Малкин А.Я., Исаев А.И. Реология: концепции, методы, приложения. СПб.: Профессия, 2007. – 560 с.
- Виноградов Г.В., Малкин А.Я. Реология полимеров. М.: Химия, 1977. – 438 с.
- Калинчев Э.Л., Саковцева М.Б. Свойства и переработка термопластов. Справочное пособие. Л.: Химия, 1983. – 288 с.
- Ферри Дж. Вязкоупругие свойства полимеров. М.: Иностранная литература, 1963. — 535 с.
- Лыков А.В. Теория теплопроводности. М.: Высшая школа, 1967. – 600 с.
- Вейник А.И. Приближенный расчет процессов теплопроводности. М.-Л.: Госэнергоиздат, 1959. – 184 с.[schema type=»book» name=»ОПРЕДЕЛЕНИЕ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ОСЕСИММЕТ-РИЧНЫХ ИЗДЕЛИЯХ, ОТФОРМОВАННЫХ МЕТОДОМ НЕГАТИВНОГО ТЕРМОФОРМОВАНИЯ» description=»Разработка аналитического расчета внутренних напряжений в отформо-ванных изделиях, основанного на анализе релаксационных процессов, проте-кающих в изделиях в период их охлаждения после окончании деформации заготовки.» author=»Шерышев Михаил Анатольевич» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-01-18″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_28.11.15_11(20)» ebook=»yes» ]