

Запас устойчивости динамической системы (ДС) шлифовального станка является важным информативным параметром для выбора режима обработки, обладающего наибольшей эффективностью, что нашло подтверждение в ряде исследований, выполненных в СГТУ ранее [6]. Для оценки устойчивости ДС следует построить ее аналитические модели, причем следует рассмотреть два случая: модель ДС без учета и с учетом износа инструмента.
Рассмотрим структурную схему ДС станка при врезном внутреннем шлифовании, взяв за основу схему, предложенную в [5] с изменениями (рис.1): не учитывается влияние износа круга (так как осуществляется регулярная правка круга), вместо постоянного коэффициента резания Кр в схему, согласно В.А.Кудинову [3], введена передаточная функция процесса резания
![]()

где Кр – коэффициент резания, Тр – постоянная времени стружкообразования.
Кроме того упругая система рассматривается в виде параллельного соединения двух звеньев, соответствующих ШУ инструмента и ШУ детали, с передаточными функциями


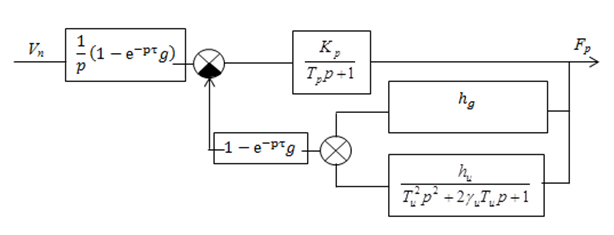

Рисунок 1. Структурная схема динамической системы станка при врезном шлифовании, где: Vn – подача инструмента, Fp – сила резания, tg– время одного оборота детали, , hu, Tu, gu– коэффициенты, описывающие ШУ детали и ШУ инструмента
то есть одно звено (ШУ детали) – усилительное, а второе звено (ШУ инструмента) – колебательное. Это справедливо, если жесткость первого звена значительно больше жесткости второго.
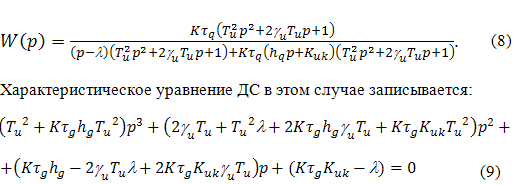
При указанных условиях передаточная функция ДС станка будет иметь следующий вид:
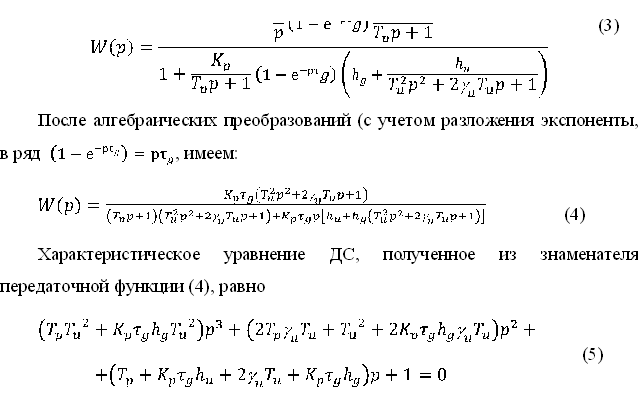

Имеем уравнение 3-й степени, следовательно, для устойчивости ДС по критерию Гурвица необходимо и достаточно, чтобы все коэффициенты уравнения (5) были положительны, а произведение средних коэффициентов было больше произведения крайних коэффициентов [1]. Воспользовавшись значениями параметров Tp, Tu, Kp, tg, hg, hu, gn, приведенными для аналогичных станков в работах [3,5], получаем, что рассматриваемая ДС устойчива.
Рассмотрим структурную схему ДС станка при врезном шлифовании с учетом износа круга (рис.2), опираясь на схему, составленную В.Н. Михелькевичем [5], но с учетом двух условий: коэффициент износа круга Кик является переменной величиной (при тонком шлифовании без правки круга согласно исследованиям Г.Б.Лурье [4] Кик достаточно долго сохраняет почти постоянное значение, а затем падает до нуля); коэффициент резания Кр изменяет свое значение по мере износа круга, так что в структурной схеме вместо него следует использовать передаточную функцию
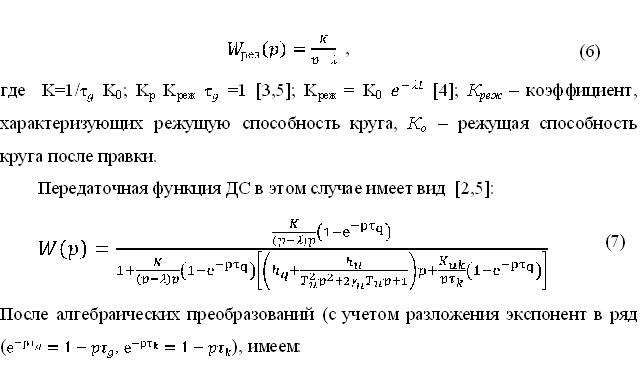

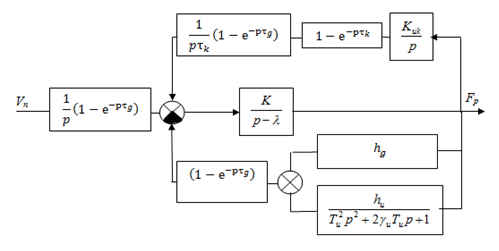

Рисунок 2. Структурная схема динамической системы станка при врезном шлифовании с учетом износа круга и изменения его режущей способности, где: Vn – подача инструмента, Fp – сила резания, tg– время одного оборота детали, hq, hu, Tu, gu– коэффициенты, описывающие ШУ детали и ШУ инструмента, tk – время одного оборота круга.

Имеем уравнение 3-й степени. При вычислении значений коэффициентов получено, что все они положительны, а произведения средних коэффициентов больше произведения крайних, то есть в соответствии с критерием Гурвица ДС устойчива в начальном состоянии. По мере износа круга коэффициент Кик, как указано выше, стремится к нулю, следовательно, коэффициент характеристического уравнения ![]()

Таким образом, из анализа данной модели следует, что в случае тонкого шлифования без правки круга, когда снимаем припуск не более 100 мкм [4], запас устойчивости ДС по мере износа круга снижается и система переходит в неустойчивое состояние, сопровождающееся ростом вибраций и резким снижением качества обработки, что соответствует известным результатам исследований процесса шлифования [2]. В этом случае мерой качества процессов в ДС станка при резании является запас устойчивости, что согласуется с известными положениями ТАУ [1] и работ по динамике станков [3], что обосновывает его выбор в качестве информативного параметра.
Литература
- Бесекерский В.А., Попов Е.П. Теория систем автоматического регулирования. – М.: Наука, 1975. 768 с.
- Козлов Д.В., Игнатьев А.А. Экспериментальное исследование частоты правил шлифовального круга // Вестник СГТУ, 2011. №21(56). С. 80-84.
- Кудинов В.А. Динамика станков. – М.: Машиностроение, 1967. 360 с.
- Лурье Г.Б., Шлифование металлов. – М.: Машиностроение, 1969. 176 с.
- Михелькевич В.Н. Автоматическое управление шлифованием. – М.: Машиностроение, 1975. 304 с.
- Точность и надежность автоматизированных прецизионных металлорежущих станков. Ч.1 / Б.М.Бржозовский, А.А.Игнатьев, В.А.Добряков, В.В.Мартынов. Саратов: Сарат. политехн. ин-т., 1992. 160 с[schema type=»book» name=»МОДЕЛЬ ДИНАМИЧЕСКОЙ СИСТЕМЫ ШЛИФОВАЛЬНОГО СТАНКА И ОЦЕНКА ЕЕ УСТОЙЧИВОСТИ» description=»Оценка устойчивости динамической системы шлифовального станка с учетом износа шлифовального круга. Выполнено аналитическое моделирование динамической системы в виде передаточной функции. Установлено, что динамическая система по мере износа круга переходит из устойчивого состояния в неустойчивое, а мерой качества динамических процессов при резании является запас устойчивости.» author=»Самойлова Елена Михайловна, Игнатьев Александр Анатольевич» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2016-12-18″ edition=»euroasia-science_28.04.2016_4(25)» ebook=»yes» ]