

Настоящая публикация является продолжением работ, опубликованных в [1, 2] и посвящена разработке одной из важнейших стадий предлагаемой фторидной технологии титана – процессу отмывки катодного осадка, образующегося в процессе электролитического выделения титана из фторидных расплавов, от солей электролита.
В результате электролитического выделения порошкообразного титана из расплава фторидных солей образуется катодный осадок, состав основных компонентов которого приведен в в табл. 1.
Необходимо отметить, что в катодном осадке находятся и другие элементы, такие как Si, B, P и др. Однако их содержание несопоставимо мало, по сравнению с указанным в табл. 1, поэтому они не могут оказывать существенного влияния на чистоту получаемого титанового порошка. Также в катодном осадке присутствуют комплексные соли титана вида Me2TiO3,где Me = Na, K. Li, сорбирующиеся на получаемом продукте при протекании процесса электролиза.
Таблица 1. Состав основных компонентов катодного осадка, образующегося при электролитическом выделении титана
| Элемент | Содержание, % мас. |
| Ti | 42,50 |
| LiF | 28,75 |
| KF | 27,03 |
| NaF | 1,72 |
Для того, чтобы получить чистый титановый порошок, его необходимо отмыть от примесей:
– фторидных солей электролита (FLiNaK) – LiF, KF, NaF,
– комплексных титансодержащих солей (образующихся при поглощении тетрафторида титана),
– микропримесей, вносимых за счет исходного титансодержащего сырья и солей фторидного электролита, а также за счет коррозии материала оборудования.
Для этого необходимо найти и апробировать эффективный способ отмывки титанового осадка, полученного путем электролиза из фторидных расплавов, а также разработать технологическую последовательность операций его осуществления в промышленных условиях.
Для этого предложены два способа отмывки:
1) растворение предварительно измельченного катодного осадка в неорганических кислотах с последующей фильтрацией, сушкой и упаковкой «кислотная отмывка»;
2) отмывка катодного осадка безводным HF с последующей его регенерацией.
Отмывку электролитических порошков титана по первому способу от фторидных солей электролита выполняли по следующей методике.
Куски электролитического титана, находящиеся в смеси с фторидным электролитом, механически измельчали на роторной мельнице, а затем тщательно истирали в агатовой ступке. При истирании титансодержащих порошков они не должны загрязняться дополнительными примесями.
- Растертый порошок сначала отмывали 5 %-ным раствором хлорида кальция в соляной кислоте в соотношении Т : Ж = 1 : 10 по реакции:
[Tiтв + (LiF-KF-NaF)]порошок + [CaCl2 + H2O]5 %-ный р-р + HCl
Tiтв + [(LiCl-KCl-NaCl)р-р + H2O] + CaF2(тв). (1)
Отмывку производили в кварцевом стакане при 60-70 °С.
- Образовавшуюся пульпу фильтровали на бумажном фильтре через воронку Бюхнера и отделяли осадок.
- Полученный осадок отмывали от образовавшегося фторида кальция в 30 %-ном растворе хлорида аммония в соляной кислоте в соотношении Т : Ж = 1 : 10 по реакции:
Tiтв + CaF2(тв) + NH4Cl(р-р) Tiтв + (CaF2 + NH4Cl)(р-р). (2)
- Пульпу, образовавшуюся в результате растворения осадка, фильтровали на бумажном фильтре через воронку Бюхнера или декантацией отделяли осадок.
- Осадок титана с примесями солей промывали еще 2 раза по вышеприведенной методике (п.п. 1-4).
- Затем полученный титансодержащий осадок промывали в 15-17 %-ном растворе HCl, затем деионизированной водой до нейтрального рН, а пульпу отфильтровывали или разделяли декантацией. Порошок титана высушивали при 80-90 °С.
- Отбирали пробу и герметично упаковывали ее в заранее подготовленный контейнер (пробирку, бюкс или полиэтиленовый пакет).
Следует отметить, что данная методика была опробована в лабораторных условиях. Потери титана при отмывке не превысили 0,5 %. Это обусловлено особенностями проведения процесса отмывки, при которых фторидные соли электролита хорошо растворяются в неорганических кислотах, а титановый порошок практически нерастворим в них.
При проведении отмывки порошков титана от электролита было установлено, что образующиеся суспензии практически не фильтруются, а при центрифугировании увеличивается трудоемкость отделения осадка от раствора и происходит потеря значительной части осадка при его снятии с поверхности пробирки, в которой происходит центрифугирование. Поэтому, в основном, порошок и раствор разделяли методом декантации (отстаивания). Этим также объясняется низкий выход порошка титана в процессе отмывки. Внешний вид катодного осадка и установка «кислотной» отмывки титансодержащего катодного осадка показана на рис. 1.

Рис. 1. Установка отмывки титана из катодного осадка: а) внешний вид катодного осадка; б) общий вид установки
В ходе отработки режимов отмывки было также установлено, что из-за большой твердости титанового порошка происходит сильное истирание термостойких стаканов и загрязнение порошков титана примесями. В частности стаканы из стекла “Пирекс” содержат до 12 % мас. В2О3 и другие примеси. Для того, чтобы такого загрязнения не происходило все стаканы из термостойкого стекла были заменены на кварцевые стаканы.
Отмытый от солей электролита электролитический порошок титана и плавленый титан показаны на рис. 2.

Рис. 2. Отмытый от солей электролита электролитический титан: а) порошок электролитического титана; б) плавленый титан
Образцы отмытого порошка электролитического титана после «кислотной» отмывки анализировали на содержание примесей в лаборатории Института неорганической химии СО РАН г. Новосибирск химико-аналитическом центре ПЛАЗМА г. Томск. Химический состав катодного осадка электролитического титанового порошка после «кислотной» отмывки приведен в табл. 2.
Таблица 2. Химический состав электролитического титанового порошка после «кислотной» отмывки
| Элемент | Содержание компонента после «кислотной» отмывки, % мас. | Содержание титана в титановой губке марки ТГ-90 (ГОСТ 17746-96), % мас. |
| Ti | основной компонент | 99,74 |
| Ni | 1,2·10–4 | 0,04 |
| Cu | 8·10–4 | Не регламентируется |
| K | 9·10–4 | |
| Li | 8,5·10–4 | |
| Na | 1,3·10–4 | |
| Mg | 2,6·10–2 | |
| Fe | 7,5·10–3 | 0,05 |
| Nb | 6,2·10–3 | Не регламентируется |
| W | < 1·10–2 | |
| Zn | 8,5·10–3 | |
| Cr | 2,7·10–3 | |
| Mo | 8,7·10–4 | |
| Co | 1,8·10–3 | |
| Sn | 5·10–4 | |
| Mn | < 1·10–4 | |
| Ca, Si | < 5·10–3 | 0,01 |
| Al, Mg, Pb, Zr | 1,7·10–3 | Не регламентируется |
Анализ табл. 2 показывает, что содержание примесей в полученном по фторидной технологии и отмытом кислотным способом титановом порошке значительно меньше, чем в титановой губке, синтезированной методом Кролла [3]. В процессе электролиза использовались различные материалы электродов: сталь-3, нержавеющая сталь 12Х18Н10Т, никель НП-2, титан ТГ-90, графит и др. Электролитический порошок титана, в котором содержание примесей было минимальным, получен при использовании катодов из титана марки ТГ-90 [4]. Причина этого состоит в том, что при использовании катодов из титана исключена возможность механического загрязнения синтезированного титанового порошка пленками из материала катода.
Несмотря на то, что при «кислотной» отмывке качество получаемых титановых порошков высокое, однако для такой отмывки необходимы значительные количества химических реагентов, которые невозможно регенерировать и возвратить в процесс отмывки. Поэтому «кислотный» способ отмывки может использоваться в лабораторных условиях для получения опытных партий титанового порошка.
Для проведения отмывки в промышленных условиях необходим принципиально новый метод, позволяющий провести регенерацию используемого реагента и таким образом минимизировать количество отходов, а также снизить себестоимость титанового порошка.
В связи с тем, что катодный осадок после проведения процесса электролиза состоит из фторидных солей электролита (FLiNaK) в смеси с титановым порошком, то следует ожидать, что наилучшим растворителем этих солей является безводный HF. Для NaF и KF существуют диаграммы плавкости MeF·xHF (Me – Na, K) изображенные на рис. 3 и 4 [5, 6].


Образование NaF·HF наблюдается в широкой области температур (20-250 °С) при условии, что давление HF в исходном газе выше равновесного давления HF над NaF·HF при выбранной температуре. Чаще всего процесс проводят при 100 °С в соответствии с уравнением:
NaF+HF= NaF·HF. (3)
Синтез полигидрофторидов протекает при повышенной концентрации HF в газовой фазе и температуре ниже 60 °С. В атмосфере 100 %-ного HF полигидрофториды NaF·2HF, NaF·3HF и NaF·4HF образуются при температурах не выше соответственно 60, 50 и 40 °С.
Полигидрофториды натрия – неустойчивые химические соединения. На воздухе NaF·2HF диссоциирует с образованием бифторида за 10-15 мин, а NaF·3HF разлагается до NaF·2HF за 2-3 мин. Из гидрофторидов натрия в промышленности чаще всего применяют бифторид.
Из приведенных данных следует, что NaF·HF в интервале температур 40-70 °С имеет низкое давление паров. Поэтому NaF можно использовать в качестве эффективного поглотителя HF. Применение этого сорбента выгодно потому, что образующийся по реакции (3) NaF·HF разлагается при умеренной температуре.
Давление паров HF над расплавом KF·HF определяется соотношением KF и KF·HF над твердым KF·HF, но оно не зависит от степени его разложения. При 206-327 °С давление HF над твердым KF·HF значительно ниже, чем над NaF·HF в тех же условиях. Поэтому KF является более эффективным поглотителем HF, чем NaF.
Растворимость фторидов Li, Na и K в безводном HF приведена на рис. 5, 6 и 7 [7, 8].

Из анализа полученных данных можно сделать вывод о том, что химические соединения KF, NaF, LiF имеют хорошую растворимость в HF. Для того, чтобы выбрать температуру процесса отмывки, рассмотрим ее влияние на равновесную концентрацию HF (рис. 8) [9, 10, 11]. Чтобы давление паров HF было незначительным, выбираем температуру (–20 °C), при этой температуре давление паров примерно 3-5 %.

Процесс растворения фторидов K и Na протекает по реакции [12]:
Na(K) + nHF = Na(K)·nHF, (4)
где n – количество молей HF в зависимости от температуры процесса.
Катодный осадок предварительно измельчают для того, чтобы увеличить скорость процесса его растворения в HF. Схема измельчения катодного осадка и его отмывки безводным HF приведена на рис. 9.
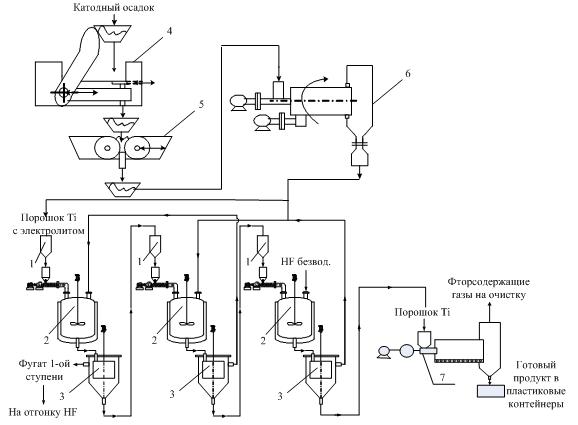

Рис. 9. Аппаратурно-технологическая схема измельчения и отмывки катодного осадка: 1 – узел подачи порошка; 2 – реактор-растворитель; 3 – герметичная центрифуга; 4 – щековая дробилка; 5 – валковая дробилка; 6 – шаровая мельница; 7 – герметичная печь
Катодный осадок, состоящий из кусков твердой фазы размером 200-300 мм, извлекают из приемного бункера электролизера и измельчают на щековой дробилке 4. В результате измельчения образуются куски размером 70 мм. Затем полученные куски измельчают на валковой дробилке 5. При проведении этого процесса получаются частицы, имеющие размер 1-2 мм. В результате более мелкого дробления с использованием шаровой мельницы 6 получается порошок, имеющий размер частиц менее 1 мм. Для того, чтобы не происходило загрязнение измельчаемого материала катодного осадка материалом дробилки и материалом шаровой мельницы пластины дробилки и шары в шаровой мельнице изготавливают из материала, жесткость которого значительно выше, чем у катодного осадка. В настоящей работе для изготовления пластин дробилки и шаров мельницы применяют карбид кремния (SiC). Для измельчения крупных кусков катодного осадка используют мельницу специальной конструкции, в которой пластины изготовлены из природного минерала – агата. Такие мельницы являются оборудованием, изготавливаемым промышленными предприятиями.
Измельченный порошок титана в смеси с электролитом направляется в устройство подачи порошка 1, затем в герметичный реактор растворения 2, в который подают безводный HF из третьей ступени. Для того, чтобы обеспечить низкое давление паров HF процессы растворения фторидных солей катодного осадка и центрифугирования проводят при температуре –20 °C. Для этого реакторы растворения 2 и центрифуги 3 имеют устройства для охлаждения, в которых в качестве охлаждающего реагента используется фреон. Титановый порошок при этой температуре не растворяется в HF и остается в твердой фазе. Жидкая фаза 1-ой ступени поступает на отгонку HF, а твердая смесь переходит на вторую ступень отмывки. Исходный HF, не содержащий примесей, сначала подается на 3-ю ступень отмывки. После центрифугирования жидкая фаза (HF, частично загрязненный примесями), поступает во второй реактор растворения, а по окончании отмывки на второй ступени жидкая фаза подается на первую. На третьей ступени содержание фторидных солей в титановом порошке не превышает 0,005 %.
После отгонки HF от фторидных солей их направляют на повторное использование в электролизер, а безводный HF вновь возвращают в процесс отмывки.
Титановый порошок после проведения процесса отмывки содержит незначительные количества безводного HF. Для удаления микроколичеств HF порошок титана сушат в герметичной печи 7. Этот процесс проводится при 80-120 °C в инертной среде (сухой аргон или азот). Высушенный порошок титана упаковывают в герметичные пластиковые контейнеры и направляют потребителю.
Пары воды, микроколичества безводного HF и частицы титана в виде пыли, выходящие из сушильной печи, улавливают раствором NaHCO3 в абсорбционной колонне, футерованной фторопластом.
Химический состав титанового порошка, полученного в результате отмывки безводным HF и высушенного в инертной среде, приведен в табл. 3.
Таблица 3. Состав электролитического титанового порошка после отмывки безводным HF
| Элемент | Содержание после отмывки безводным HF, % мас. | Содержание после «кислотной» отмывки, % мас. |
Содержание титана в марке ТГ-90 (ГОСТ 17746-96), % мас. |
| Ti | основа | основа | 99,74 |
| Ni | 9·10–4 | 1,2·10–4 | 0,04 |
| Cu | 5·10–4 | 8·10–4 |
Не регламентируется |
| K | 6·10–4 | 9·10–4 | |
| Li | 4,5·10–4 | 8,5·10–4 | |
| Na | 8·10–5 | 1,3·10–4 | |
| Mg | 8·10–3 | 2,6·10–2 | |
| Fe | 5,7·10–3 | 7,5·10–3 | |
| Nb | 2,9·10–3 | 6,2·10–3 | |
| W | < 1·10–2 | < 1·10–2 | |
| Zn | 7·10–3 | 8,5·10–3 | |
| Cr | 9·10–4 | 2,7·10–3 | |
| Mo | 6·10–4 | 8,7·10–4 | |
| Co | 8·10–4 | 1,8·10–3 | |
| Sn | 3·10–4 | 5·10–4 | |
| Mn | < 1·10–4 | < 1·10–4 | |
| Ca, Si | < 5·10–3 | < 5·10–3 | 0,01 |
| Al, Mg, Pb, Zr | 8·10–4 | 1,7·10–3 | Не регламентируется |
Предлагаемая технология отмывки титанового порошка из катодного осадка с использованием безводного HF практически полностью исключает выбросы твердых, жидких и газообразных химически вредных веществ в окружающую среду, является практически безреагентной, имеет низкую себестоимость переработки дешевого исходного сырья.
СПИСОК ЛИТЕРАТУРЫ
- Карелин В.А., Микуцкая Е.Н. Исследование процесса фторирования рутилового концентрата. // Цветные металлы. – 2012. – № 1. – С. 38-42.
- Карелин В.А., Микуцкая Е.Н., Дубровин А.В. Синтез высокочистых титановых порошков электролитическим методом из фторидных расплавов. // Цветные металлы. – 2012. – № 7. – С. 68-72.
- Коровин С.С., Букин В.И., Федоров П.И. и др. Редкие и рассеянные элементы. Химия и технология. Т. 2. – М.: МИСИС, 1998. – 461 с.
- ГОСТ 17746-96. Титан губчатый. Технические условия. .
- Галкин Н.П., Зайцев В.А., Серегин М.Б. Улавливание и переработка фторсодержащих газов. – М.: Атомиздат, 1975. – 240 с.
- Галкин Н.П. и др. Химия и технология фтористых соединений урана / Под ред. Н.П. Галкина. – М.: Госатомиздат, 1961. – 348 с.
- Коган В.Б., Фридман В.М., Кафаров В.В. Справочник по растворимости, Т. 1. Бинарные системы. Кн. 2. – М.-Л.: издательство Академии наук СССР, 1962. – 1961 с.
- Галкин Н. П., Крутиков А.Б. Технология фтора. – М.: Атомиздат, 1968. – 188 с.
- Раков Э.Г. Химия и технология неорганических фторидов. Моск. хим.-технол. ин-т им. Д.И. Менделеева. – М.: 1990. – 162 с.
- Рихванов Л.П. и др. Циркон ильменитовые россыпные месторождения – как потенциальный источник развития Западно-Сибирского региона. – Кемерово: ООО”Сарс”, 2001. – 214 с.
- Запольская М.А., Зенкевич Н.Г., Комарова Е.Г. Физико-химические свойства фтористого водорода. – М.: Атомиздат, 1977. – 326 с.
- Файнзильберг А.А., Фурин А.А. Фтористый водород как реагент и среда в химических реакциях. Ин-т органической химии им. Н.Д. Зелинского РАН; Новосибирский ин-т органической химии им. Н.Н. Ворожцова Сибирского отделения РАН. – М.: Наука, 2008. – 307 с.
REFERENCES
- Karelin V.A., Mikuckaja E.N. Issledovanie processa ftorirovanija rutilovogo koncentrata. // Cvetnye metally. – 2012. – № 1. – S. 38-42.
- Karelin V.A., Mikuckaja E.N., Dubrovin A.V. Sintez vysokochistyh titanovyh poroshkov jelektroliticheskim metodom iz ftoridnyh rasplavov. // Cvetnye metally. – 2012. – № 7. – С. 68-72.
- Korovin S.S., Bukin V.I., Fedorov P.I. i dr. Redkie i rassejannye jelementy. Himija i tehnologija. T. 2. – M.: MISIS, 1998. – 461 s.
- GOST 17746-96. Titan gubchatyj. Tehnicheskie uslovija. URL: .
- Galkin N.P., Zajcev V.A., Seregin M.B. Ulavlivanie i pererabotka ftorsoderzhashhih gazov. – M.: Atomizdat, 1975. – 240 s.
- Galkin N.P. i dr. Himija i tehnologija ftoristyh soedinenij urana / Pod red. N.P. Galkina. – M.: Gosatomizdat, 1961. – 348 s.
- Kogan V.B., Fridman V.M., Kafarov V.V. Spravochnik po rastvorimosti, T. 1. Binarnye sistemy. Kn. 2. – M.-L.: izdatel’stvo Akademii nauk SSSR, 1962. – 1961 s.
- Galkin N. P., Krutikov A.B. Tehnologija ftora. – M.: Atomizdat, 1968. – 188 s.
- Rakov Je.G. Himija i tehnologija neorganicheskih ftoridov. Mosk. him.-tehnol. in-t im. D.I. Mendeleeva. – M.: 1990. – 162 s.
- Rikhvanov L.P. i dr. Cirkon il’menitovye rossypnye mestorozhdenija – kak potencial’nyj istochnik razvitija Zapadno-Sibirskogo regiona. – Kemerovo: OOO”Sars”, 2001. – 214 s.
- Zapol’skaja M.A., Zenkevich N.G., Komarova E.G. Fiziko-himicheskie svojstva ftoristogo vodoroda. – M.: Atomizdat, 1977. – 326 s.
- Fajnzil’berg A.A., Furin A.A. Ftoristyj vodorod kak reagent i sreda v himicheskih reakcijah. In-t organicheskoj himii im. N.D. Zelinskogo RAN; Novosibirskij in-t organicheskoj himii im. N.N. Vorozhcova Sibirskogo otdelenija RAN. – M.: Nauka, 2008. – 307 s.[schema type=»book» name=»ОТДЕЛЕНИЕ ПОРОШКООБРАЗНОГО ТИТАНА ОТ КАТОДНОГО ОСАДКА ЭЛЕКТРОЛИЗЕРОВ ДЛЯ ПОЛУЧЕНИЯ ТИТАНА» author=»Сорокина Е. В., Карелин В. А., Страшко А. Н.» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-05-02″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_ 28.03.2015_03(12)» ebook=»yes» ]