

«Рольгангом называется транспортер, на котором прокатываемая полоса перемещается по вращающимся роликам» [3, с. 3]. Это наиболее распространенный тип машин для осевого перемещения прокатываемого материала. В основном используются для перемещения несыпучих грузов (контейнеров, поддонов, ящиков, коробок, паллет) и длинномерных грузов (металлопрокат, пиломатериалы, бруски и т.д.). Рольганги отличаются различной грузоподъемностью, габаритами, диаметром и длиной роликов, материалом роликов, и назначением. В нашем случае используется рольганг для нарезки алюминиевого профиля согласно его габаритным размерам.
В настоящее время на линиях по нарезке алюминиевого профиля зачастую не используют автоматических упоров для установления точной длины отрезаемого материала. При таком подходе нельзя добиться высокого качества и точности отрезаемых профилей. Даже если использовать для этих целей упор с ручной подачей, то из-за человеческого фактора, люфта упорного механизма, случайных внешних воздействий сложно добиться хорошей точности. Тем более точность резко ухудшается, когда упорный механизм не используется вообще. Например, когда измерение происходит с помощью линейки вдоль края рольганга. Поэтому необходимо использовать систему автоматического упора для рольганга, на котором производится нарезка алюминиевого профиля. Данная система обладает следующими преимуществами:
- минимизация влияния человеческого фактора на процесс;
- надежный тормозной механизм, обеспечивающий жесткую фиксацию упора в одном положении;
- ускорение процесса нарезки профиля путем более быстрого перемещения упора в сравнении с ручным приводом;
- уменьшение отходов за счет точности производимых измерений;
- возможность настройки программы под определенные задачи.
Отличным примером реализации рассматриваемой задачи является система автоматического упора фирмы Wise Service. К примеру, автоматический упор этой компании имеет следующие важнейшие характеристики [1]:
- сила удержания упора – 20 кг;
- скорость передвижения электропривода при выставлении заготовки – до 1м/с;
- точность установки рабочего инструмента: 0,1 – 0,2 мм;
- наличие порта USB 2.0;
- сетевые адаптеры Wi-Fi 802.11 b/g/n, Fast Ethernet.
Из приведенного перечня основных характеристик видно, что при своей относительной простоте, данное устройство выполняет достаточно важные функции, причем качественно и надежно.
В качестве наглядности выгоды от установки автоматического упора в материалах компании Wise Service говорится о том, что раньше, на производстве одного клиента из Украины нарезали на трех штапикорезах вручную 310 окон. Теперь столько же окон нарезают на одном станке с автоматическим рольгангом. Экономия расходов на персонал: 312.5$ в месяц умножаем на 2 специалиста и на 12 месяцев. Получаем экономию 7500$/год. Оптимизация производственной площади: 11 кв. м (площадь одного станка) умножаем на 2 (так как освободилось место от 2-х станков) умножаем на арендную стоимость за квадратный метр 3.75$. Получаем экономию 82.5$ в месяц. Умножаем на 12 месяцев и получаем 990$/год. Суммарная экономия за первый год после установки автоматического рольганга: 7500$ + 990$ = 8490$ [1].
Как видно из примера, автоматизация производства улучшает не только характеристики конечного продукта производства, но и экономическую ситуацию на предприятии в целом.
Покупка готового станка с встроенной системой автоматического упора – это наиболее простое и быстрое, но не самое дешевое решение. Обычно так поступают при создании нового производства или же при полной замене старого оборудования на современное. Наше предложение заключается в модернизации оборудования, что, несомненно, намного выгоднее в цене, несмотря на требования индивидуального подхода к каждому производству.
Ориентируясь на опыт уже готовых систем, несложно представить наиболее подходящее решение для предлагаемой задачи. Ключевыми вопросами при разработке схемы автоматизации были:
- выбор типа механической передачи;
- выбор типа двигателя;
- расчет параметров необходимого двигателя;
- выбор интерфейса управления двигателем;
- написание программы для управления двигателем;
- разработка визуального интерфейса для задания координат и других параметров для упора.
Рассмотрим подробнее эти вопросы. Основные типы механической передачи в данном случае – это ШВП (шарико — винтовая передача), зубчатая рейка и зубчато-ременная передача. Выбирая из этих трех типов необходимо учитывать следующие цели:
- высокая точность позиционирования;
- достаточно высокая скорость перемещения упора;
- простота и надежность крепежа конструкции.
Главным параметром системы автоматического упора является точность позиционирования. Исходя из этого, можно не рассматривать зубчато-ременную передачу, так как наличие провиса ремня и высокая вероятность соскока зубьев шестерни не могут гарантировать хорошую точность. ШВП имеет большую точность по сравнению с зубчатой рейкой, но из-за гораздо меньшего отношения (оборот)/(метр перемещения) в сравнении с зубчатой рейкой ШВП уступает в скорости перемещения упора. Тем более что зубчатая рейка обладает достаточной точностью (0,2 мм на метр перемещения). Таким образом, отдаем предпочтение зубчатой рейке.
Самый распространенный тип двигателя для данной задачи – шаговый двигатель. Он обеспечивает достаточную точность позиционирования благодаря возможности смены разрешающей способности. Также для его корректного позиционирования нет необходимости использовать обратную связь. Поэтому был выбран шаговый двигатель.
Исходя из необходимой нагрузки, массы двигателя, каретки, упора, шестерни и диаметра шестерни, был рассчитан требуемый момент на валу двигателя [4]:
![]()

По необходимому моменту подбирается подходящий двигатель.
Управление ШД (шаговым двигателем) производится за счет подачи кратковременных импульсов поочередно на его обмотки. То есть интерфейс управления – это А и В фазы этого двигателя.
На рисунке 1 представлена функциональная схема взаимодействия элементов системы управления упором.
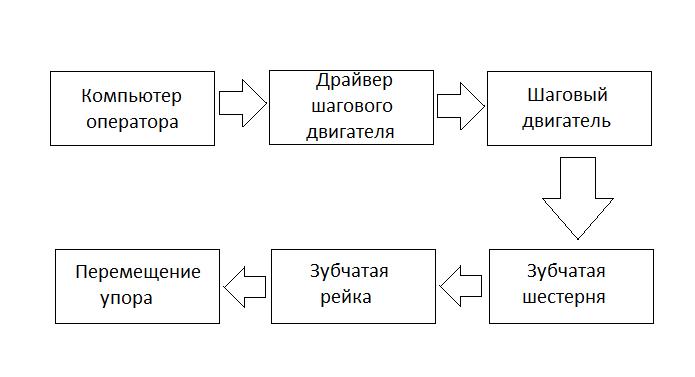

Рисунок 1. Функциональная схема
Нами было принято решение смоделировать управление ШД при помощи лабораторного оборудования, а именно:
- Шаговый двигатель Pittman 9232S003-R1;
- Драйвер ШД MID-7654;
- Плата коммутации PXI 7350;
- Программное обеспечение NI LabVIEW 5.6.
С помощью дополнительно установленной библиотеки «Motion» [2] была написана программа по управлению шаговым двигателем. Преимущество пакета LabVIEW заключается в том, что одновременно с написанием программы разрабатывается и визуальный интерфейс. Окончательный вид программы представлен на рисунках 2 и 3.
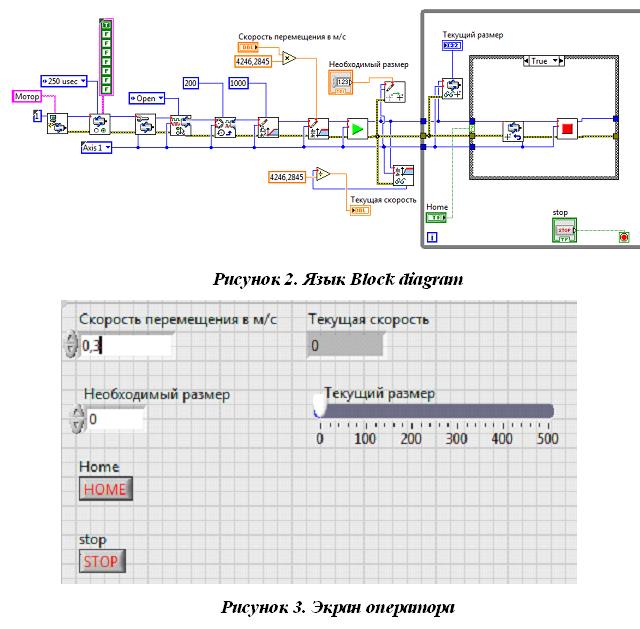

На рисунке 2 показан листинг программы в LabVIEW. Программа изначально выполняет инициализацию двигателя, выбор режимов работы и перемещения. После этого необходимо указать скорость перемещения и необходимый размер заготовки. Эти действия производятся уже на экране оператора (Front panel). После достижения необходимой координаты производится остановка двигателя. Кнопка «Home» нужна для обозначения позиции базы (сброса координат в ноль). Кнопка «Stop» нужна для остановки выполнения программы. Данный алгоритм относительно прост, но эффективен. Он способен справляться с необходимыми нам функциями.
Таким образом, для разработки системы автоматического упора были решены следующие задачи:
- проанализированы существующие готовые решения в сфере автоматизированных систем подачи упора;
- выполнен анализ экономической эффективности внедрения данной системы;
- разработан проект по модернизации рольганга с внедрением системы автоматического упора;
- проведено моделирования процесса;
- выполнен анализ результатов моделирования.
Идея создания системы автоматического упора не нова. Есть несколько серьезных компаний, успешно занимающихся этим вопросом. В нашем случае интерес состоял в прокладывании нового пути в этой сфере. Благодаря программному обеспечению от National Instruments было создано новое решение для данной задачи, которое может быть внедрено на металлообрабатывающих предприятиях, в том числе для нарезки алюминиевого профиля.
Список литературы:
- Автоматизация оконного производства и бизнеса [Офиц.сайт]. URL: https://wise-service.com.ua/ (дата обращения: 17.02.2015).
- Джеффри Тревис. LabVIEW для всех: Пер. с англ. Клушин Н.А.-М.:ДМК Пресс; Прибор Комплект, 2005. — 544с.
- Петров И.Н. Конструкции и расчет рольгангов прокатных станов: Свердловск, 1967. – 37 с.
- Расчет мощности шагового двигателя [Форум]. URL: https://forum.rcdesign.ru/f110/thread145751/ (дата обращения: 15.01.2015).[schema type=»book» name=»СИСТЕМА АВТОМАТИЧЕСКОГО УПОРА ДЛЯ РОЛЬГАНГА» author=»Смольников Александр Дмитриевич, Петров Павел Андреевич» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-05-08″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_ 28.02.2015_02(11)» ebook=»yes» ]