

В ходе электролиза на аноде периодически возникает явление, называемое анодным эффектом или, по производственной терминологии, «вспышкой». Анодный эффект проявляется в прекращении нормального процесса электролиза с выделением анодных газов, в резком повышении электрического сопротивления на границе анод-электролит и сопровождается свечением множества электрических разрядов на этой границе. Сигналом начала вспышки служит свечение индикаторной лампочки на электролизёре и резкий скачок напряжения на вольтметре. Электролит быстро разогревается. Наступлению анодного эффекта предшествует постепенное повышение рабочего напряжения на электролизёре. Начинается за 1-2 часа до вспышки и непосредственно перед вспышкой возрастает на 0,2-1,0 В. [6]
Электрохимическая природа анодного эффекта имеет ряд доказательств, но, несмотря на многочисленные исследования, природу анодного эффекта нельзя считать окончательно выясненной [4]. Существуют разные предположения по причине возникновения анодного эффекта, но есть общее согласие по одному из вариантов. [2] Это снижение концентрации глинозема в электролите ниже 1,5%. [6] Изначально считалось, что наступление АЭ сигнализирует о нормальной работе электролизера, но на данный момент отрицательное влияние перевешивает.
Основным отрицательным последствием наступления АЭ является прекращение процесса электролиза, что сказывается на производительности, которая в свою очередь ухудшает технико-экономические показатели . При использовании серий, состоящих из большого числа электролизеров, важным компонентом производства является энергосбережение. Наступление АЭ сопровождается десятикратным увеличением рабочего напряжения электролизера, что так же пагубно влияет на технико-экономические показатели. При минимизации количества вспышек (АЭ) можно снизить расход электрической энергии на 250-300 кВт∙ч/т Al. [3] Не стоит забывать о таком важном факторе, как безопасность. Зачастую на производстве ликвидация АЭ производится вручную, путем загрузки в криолит деревянного шеста длинной не менее 3-х метров, при том, что АЭ сопровождается сильными искрами и образованием дуг, которые не безопасны для оператора. Так же при резком нагреве криолита, происходит усиленное образование летучих ПФУ соединений. Выделение CF4происходит в течении всего АЭ, в то же время, выделение C2F6начинается вместе с АЭ и заканчивается через 1-2 мин [1]. Данные соединения пагубно влияют на озоновый слой Земли.
Мы получили целый комплекс проблем, которые намного превышают положительные черты наступления АЭ. Отсюда можно сделать вывод, что развитие технологии без анодного эффекта – приоритетная задача ведущих производителей алюминия в России.
Возникает вопрос, в идентификации наступления АЭ. Главным сигналом к наступлению АЭ является снижение концентрации глинозема в криолите до 1,5%. К сожалению, мы не можем получить мгновенное значение концентрации глинозема в криолите, так как процесс контроля производится обслуживающим персоналом в лаборатории и на это уходит порядка 3-х часов. А ситуация в электролизёре может изменяться мгновенно. Но существует зависимость между концентрацией глинозема в криолите и сопротивлением в МПР. Видно, что зона стабильной работы электролизера при использовании глинозема песчаного типа составляет примерно 1,2-2,7% (рис.1). [3]
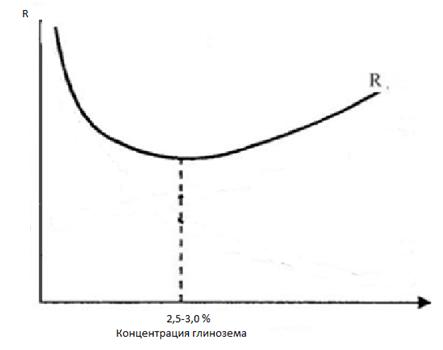

Рисунок 1. Изменение количества шумов в зависимости от концентрации глинозема в МПР
Приоритетной задачей является идентификация наступления АЭ по «шумам» напряжения. Важным результатом для автоматизации процесса предупреждения анодного эффекта является исчезновение резонансных гармоник примерно за 10 – 15 минут и общее успокоение «шумовых» колебаний напряжения. Анализ осциллограмм показал, что на электролизерах с предварительно обожженными анодами существуют две устойчивые гармоники около 0,27 и 0,45 Герц (рисунок 2). [5]


Рисунок 2. Устойчивые гармоники
Зависимости, подобные приведенной на рисунке 2, наблюдаются за 1-2 часа до анодного эффекта. На рисунке 3 приведены данные, охватывающие промежуток времени около 5 часов.
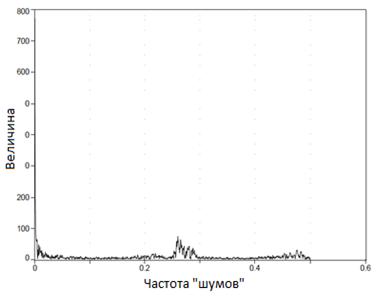

Рисунок 3. Фурье анализ
При приближении к АЭ частотные характеристики меняются, они «сглаживаются», что можно интерпретировать как успокоение жидкой фазы металла. (Рисунок 4)[5]
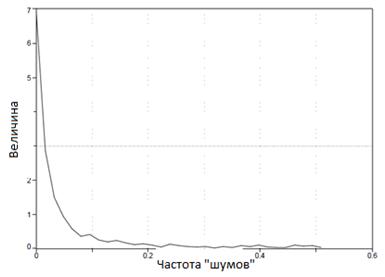

Рисунок 4. Зависимость частоты «шумов» от величины их значения при приближении к АЭ
Таким образом мы видим, что идентификация наступления АЭ возможна. Главной задачей идентификации успокоения шумовых колебаний («шума») является фильтрация входящего сигнала и выделения априори известного и необходимого сигнала сопротивления в МПР. Проблема заключается в наличии большого количества так называемого «шума» .При фильтрации мы получим линеаризованную модель поведения сопротивления в МПР, на основе которой можно будет делать вывод о концентрации глинозема в криолите. Главным инструментом фильтрации зашумления в настоящее время является фильтр Калмана — алгоритм обработки данных, который убирает шумы и лишнюю информацию. В фильтре Калмана есть возможность задать априорную информацию о характере системы, связи переменных и на основании этого строить более точную оценку, но даже в простейшем случае (без ввода априорной информации) он дает отличные результаты.
Выводы:
В данной статье были описаны проблемы, которые сопровождают АЭ. Наступление анодного эффекта влияет на такие факторы производства, как:
— производительность
— экология
— безопасность
— энергосбережение
Целесообразна борьба с АЭ и развитие технологии без анодных эффектов. Определенно, что идентификация анодного эффекта на начальном этапе возможна.
Список литературы:
- Tabereaux, A. AnodeEffectsandPFCEmissionRates [Text] / A. Tabereaux // EighthAustralasianAluminiumSmelterTechn. Conf. and Workshop. – Queenstown, New Zealand, 2004. – P. 532–540.
- Thonstad, J. Anode effects in aluminum electrolysis cells and ways of reducing their frequency [Text] / J. Thonstad // Aluminum Siberia-2006: Proc. Int. -Exhibition, Verso, Krasnoyarsk, 2006. – P. 200–213.
- Бажин В.Ю.Управление анодным эффектом на алюминиевом электролизере/ В.Ю. Бажин, А.А. Власов, А.В. Лупенков // Металлург. №6. с. 47–52.
- Баймаков, Ю. В. Электролиз расплавленных солей [Текст] / Ю. В. Баймаков, М. М. Ветюков. – М.: Металлургия, 1966. – 560 с.
- КиркоГ.Е., КиркоИ.М., ГоринД.А. Закономерности электрических явлений в электролизерах Эру-Холла во временном интервале между двумя анодными эффектами./ Кирко И. М., Кирко Г. Е. — НИЦ «Регулярная и хаотическая динамика», 2009 год.: Магнитная гидродинамика. Современное видение проблем. — 10.6.
- Янко Э.А. Производство алюминия. Пособие для мастеров и рабочих цехов электролиза алюминиевых заводов. С.Птб.: Издательство С.Петербургского Университета. 2007. – 22 с.[schema type=»book» name=»РАЗВИТИЕ ТЕХНОЛОГИИ БЕЗ АНОДНЫХ ЭФФЕКТОВ НА ВЫСОКОАМПЕРНЫХ ЭЛЕКТРОЛИЗЕРАХ» author=»Полховской Е.Ю.» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-06-17″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_ 30.12.2014_12(09)» ebook=»yes» ]