

Реализации автоматизированной системы создания и эксплуатации инструмента (АССЭИ) машиностроительного предприятия с интеллектуальной поддержкой автоматизированной системы подбора и проектирования инструмента для обработки сложной поверхности изделия и автоматизированного управления подготовкой производства в процессе создания и эксплуатации инструмента с их интеграцией в единую информационную систему предприятия является важной научно-производственной проблемой [1, 3].
Для формирования интеллектуальной автоматизированной системы подбора и проектирования инструмента, необходимо разработать её структурно-иерархическую модель, которая отображала бы современное состояние научных знаний в данной области.
Необходимость разработки инвариантной структурно-иерархической модели инструмента связана с формированием интеллектуальной поддержки автоматизированного блока подбора и проектирования инструмента как составной части АССЭИ предприятия [2, 4]. Предлагаемая модель является гибкой и позволяет вставить любую структурную единицу как признак инструмента (Рис.1).
Блок автоматизированной интеллектуальной поддержки подбора и профилирования инструмента построен по блочно-модульному принципу. В состав блока входят банк данных инструмента (БД), модуль компьютерного моделирования обработки поверхности детали, модуль профилирования
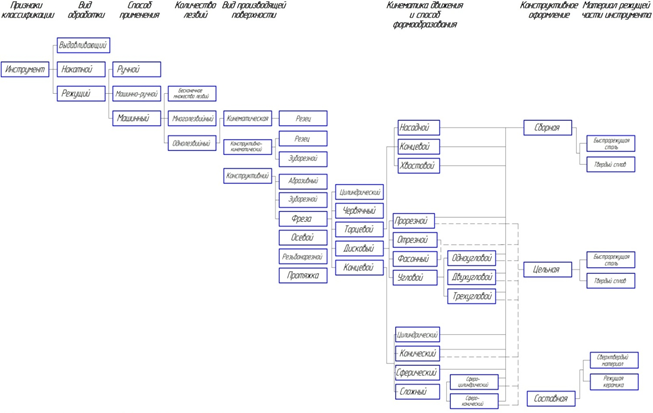

Рис. 1. Структурно-иерархическая модель инструмента.
образующей инструментальной поверхности (ИП), модуль проектирования конструктивных параметров инструмента, а также средства компьютерной графики (Рис. 2).
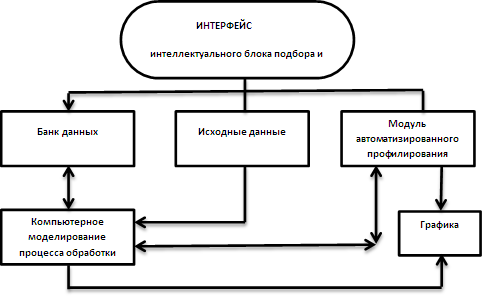

Рис. 2. Укрупненная структура и связи в блоке интеллектуальной поддержки автоматизированного подбора и профилирования инструмента.
Результаты расчета передаются в БД инструмента для подбора аналогичного инструмента. При этом важной задачей является идентификация профиля инструмента, хранящегося в БД [5].
Сравнение теоретического и хранящегося в БД профилей выполняется по алгоритму, укрупненно представленному на рисунке 3.
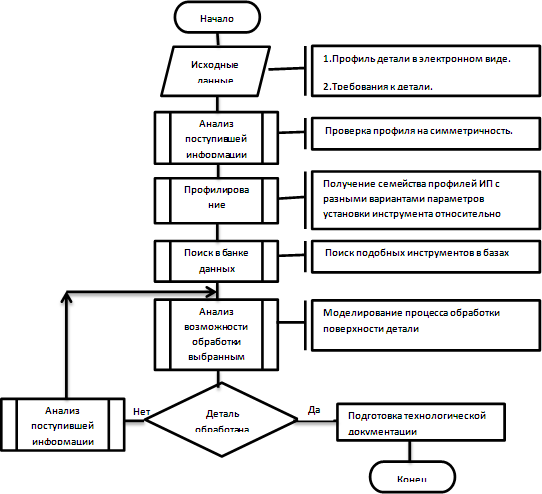

Рис. 3. Укрупненная блок-схема работы системы подбора и проектирования инструмента.
Если поиск решения с использованием сведений из БД не привел к искомому решению, то вводится специальный этап системы профилирования – модуль проектирования конструктивных параметров инструмента, который тесно связан с системой профилирования образующей ИП, системой компьютерного моделирования и БД. Исходными данными к модулю проектирования конструктивных параметров являются геометрические параметры детали, рассчитанный ранее профиль образующей ИП, данные о марках основного материала (ОМ) и инструментального материала (ИМ), технологический процесс изготовления детали, паспортные характеристики компонентов технологической системы. Так как профиль образующей ИП определяется при выполнении подбора инструмента, то его проектирование сводится к расчету присоединительной части по известным зависимостям и формированию чертежа.
Формированию БД инструмента предшествует анализ видов поверхностей деталей и установление связи между видами элементарных поверхностей деталей и инструмента, которые могут их обработать.
На практике реальный эффект от научных методов с применением средств автоматизации достигается только тогда, когда различные системы на предприятии интегрированы в единое информационное пространство, именно такое решение дает общий синергетический эффект, выражаемый в повышении качества, в максимальном исключении человеческого фактора, в снижении сроков выполнения задач и оптимизации затрат. Именно поэтому возникла острая необходимость разработки автоматизированной системы управления подготовкой производства (АСУПП), обусловленная тем, что на крупном машиностроительном предприятии, где ведётся одновременная подготовка производства по тысячам оригинальных деталей и десяткам тысяч позиций изготавливаемого инструмента, очень сложно обеспечить функционирование разработанной системы сквозного проектирования, изготовления и внедрения инструмента.
В результате обзора рынка опубликованного программного обеспечения было выявлено, что готовых систем, удовлетворяющих данным требованиям, не существует.
Разработан пакет прикладных программ предназначенный для эффективного управления подготовкой производства крупного машиностроительного предприятия в процессе создания и эксплуатации инструмента.
Таким образом, созданное программное обеспечение представляет собой законченное решение по организации работы на достижение целевых задач предприятия по освоению производства нового продукта.
Внедрение разработанной АСУПП позволило обеспечить проектирование, изготовление опытных экземпляров оригинального инструмента и проведение пробных обработок в 4 раза быстрей, чем среднестатистические показатели проведения ТПП по ОАО КАМАЗ.
Комплексная автоматизация процессов создания и эксплуатации инструмента, позволяющая достичь необходимой геометрической точности и качества изделий со сложными поверхностями, а так же автоматизированный интеллектуальный выбор, проектирование и контроль инструмента с учетом закономерностей и связей между геометрическими параметрами детали и геометрическими параметрами инструмента, их последовательная увязка по иерархическим уровням в единую систему сбора и обработки данных и оперативного управления, интеграция с TEAMCENTRE PLM и SAP/R3 ERP позволяют значительно повысить качество и эффективность подготовки производства.
Список литературы:
- Хайруллин А.Х., Симонова Л.А., Хисамутдинов Р.М., Некоторые принципы моделирования и алгоритмизации процессов управления инструментообеспечением на машиностроительных предприятиях// КШПиД — 2011. — №4. – С.32-38. 13.
- Хисамутдинов Р.М., Хисамутдинов М.Р., Новые технологии подготовки производства на основе моделей, методов и средств автоматизации процессов создания и эксплуатации инструмента// -Тезисы докладов Международной научно-практической конференции «Образование, наука и производство. Новые технологии как инструмент стратегии развития и модернизации -2020». –Казань, 19 июня 2012г., Казань: Изд-во «МБГПРЕСС», 2012, -с.267-276.
- Khisamutdinov, R.M., Khisamutdinov, M.R., Automation System Goals for the Creation and Operation of the Tool//- Innovative Mechanical Engineering Technologies, Equipment and Materials-2013, IOP Conf. Series: Materials Science and Engineering (Scopus). -2014. -№69. pp1-4.
- Kugultinov S.D., Khisamutdinov, R.M., Khisamutdinov, M.R., Tool Creation and Operation System Development for Large Engineering Enterprises// World Applied Sciences Journal (WoS). -2014. -№30(5). –pp588- 591.
- Chemborisov, N.A., Khisamutdinov, R.M., Akhmetzyanov, D.R., Tool management systems // Russian Engineering Research (Scopus). -2010. -№30 (1) –pp.94-96.[schema type=»book» name=»ПРОБЛЕМЫ КОМПЛЕКСНОЙ АВТОМАТИЗАЦИИ СИСТЕМЫ СОЗДАНИЯ И ЭКСПЛУАТАЦИИ ИНСТРУМЕНТА» description=»Комплексная автоматизация процессов создания и эксплуатации инструмента, их последовательная увязка по иерархическим уровням в единую систему сбора и обработки данных и оперативного управления, интеграция с TEAMCENTRE PLM и SAP/R3 ERP позволяют значительно повысить качество и эффективность подготовки производства.» author=»Хисамутдинов Равиль Миргалимович, Хисамутдинов Марат Равилевич » publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-02-02″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_26.09.15_10(18)» ebook=»yes» ]