

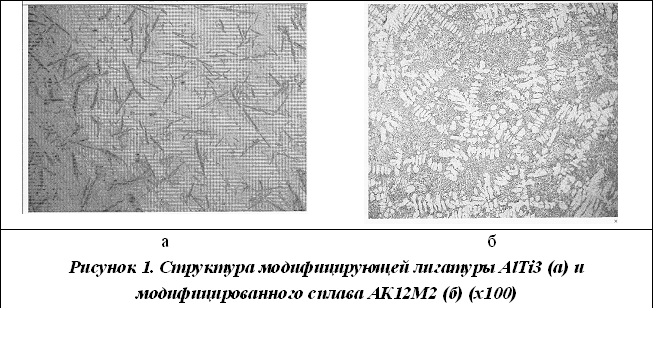
Отливки, применяемые для изготовления корпусов, крышек электроинструмента и выплавленные из эвтектического сплава AК12M2 методом литья под давлением, часто содержат закладные детали — вставки и втулки из стали и латуни. Закладные стальные детали обладают хорошей износоустойчивостью и прочностью, которая сочетается с небольшой массой, химической инертностью и хорошей теплопроводностью основного тела отливки. Стальные цилиндрические втулки для увеличения механического соединения — сцепления между поверхностями контактирующих деталей, изготовленных из разнородных материалов, подвергают механическому процессу рифления — нанесению насечек, штифтов и канавок [1, с. 302]. Однако в местах контакта залитого алюминиевого сплава AК12M2 и стальных вставок зачастую формируются воздушные прослойки [2, с. 672], с образованием большого количества газовых пор и усадочных пустот с одновременным разрыхлением в местах контактного соединения [1, с. 310]. В результате в местах сопряжения контактирующих разнородных деталей, обладающих различной твёрдостью, образуются зазоры вследствие ненаполнения впадин между неровностями, что приводит к развитию продольных трещин в процессе эксплуатации. Кроме того, в процессе заливки металлических вкладышей, технологический выход годного (ТВГ) составляет 75 — 80% из-за образующихся неслитин и несплошностей, что неприемлемо в условиях современного массового производства [3, с. 490]. В связи с вышесказанным, в ходе заливки стальных вкладышей при получении отливок необходимо решить следующие задачи: 1) ликвидировать потенциальные места разрушения в местах сопряжения контактирующих деталей; 2) улучшить эксплуатационные характеристики (твёрдость, трещиностойкость, плотность и др.) сплава AK12M2. Для комплексного решения вышеизложенных задач возможно модифицирование сплава АК12М2 высокоэффективной и относительно недорогой лигатурой AlTi3 из расчёта введения 0,01 — 0,002% лигатурного титана. Однако большинство лигатурных сплавов, полученных традиционными способами (сплавлением чистых компонентов, алюмотермическим или электролизным восстановлением), характеризуются грубой крупноигольчатой структурой. Вместе с тем установлено, что для получения максимального модифицирующего эффекта частицы Аl3Ті должны иметь размер не более 15 мкм [4, с. 56; 5, с. 342]. Обозначенным условиям вполне удовлетворяет лигатура AlTi3 с размером частиц интерметаллидной фазы 3-5 мкм, выплавленная новейшим методом, совмещающим самораспространяющийся высокотемпературный и печной синтез [6, с. 1-3]. Полученная лигатура обладает структурно — однородным изломом серебристого цвета, характеризуется полным отсутствием неметаллических шлаковых включений, примесей и газовой пористости. У лигатуры хорошая адгезия между алюминиевой матрицей и фазой Al3Ti, отсутствуют участки, обеднённые интерметаллидной фазой, и ликвационные зоны. На рисунке 1 представлена структуры модифицирующей лигатуры AlTi3 (а) и сплава АК12М2 (б).
Модифицирование расплава АК12М2 мелкокристаллической лигатурой (МКЛ) AlTi3 приводит к измельчению α-Al и увеличению размера колоний диспергированных эвтектических составляющих [7, с. 28]. Более легкоплавкая мелкодисперсная эвтектика (Al)+(Si) при кристаллизации застывает в последнюю очередь, проникает в междендритное пространство измельчённого зерна матричного сплава и имеет возможность заполнять образующиеся при кристаллизации сплава АК12М2 зазоры, микропоры и впадины в местах сопряжения разнородных материалов. Также при прохождении процесса кристаллизации в результате усадочного сцепления в местах контактной зоны сопряжённых деталей формируются более прочные механические связи между сплавом AК12M2 и стальными вкладышами, значительно повышаются силы трения, повышающие значения возможных статических нагрузок [2, с. 710].
Список литературы:
1.Нильсен Х., Хуфнагель В., Ганулис Г. Алюминиевые сплавы (свойства, обработка, применение): справочник. М.: Металлургия, 1973. – 679 с.
- Ефимов В.А., Анисович Г.А., Бабич В.И. Специальные способы литья: справочник. М: Машиностроение, 1991. — 436 с.
- Амосов А.П., Боровинская И.П., Мержанов А.Г. Порошковая технология самораспространяющегося высокотемпературного синтеза материалов: учеб. пособ. М: Машиностроение — 1, 2007. — 567 с.
- Луц А.Р., Макаренко А.Г. Самораспространяющийся высокотемпера-турный синтез алюминиевых сплавов. М: Машиностроение – 1, 2008. — 175 с.
- Никитин В.И., Никитин К.В. Наследственность в литых сплавах. М: Машиностроение — 1, 2005.- 476 с.
- Способ получения лигатур для производства алюминиевых сплавов: па. 2542191 Рос. Федерация: МПК С22С 35/00, С22С 1/03 / О.П. Чечушкин, Е.Б. Лазутова; заявитель и патентообладатель Чечушкин Олег Павлович. – 2013150654/02; заявл. 13.11.2013; опубл. 20.02.2015, Бюл. № 5.- 3 с.: ил.
- Белов Н.А., Савченко С.В., Белов В.Д. Атлас микроструктур промышленных силуминов: справ. М.: Изд. Дом МИСиС, 2009. — 204 с.[schema type=»book» name=»ПОВЫШЕНИЕ МЕХАНИЧЕСКИХ И ЛИТЕЙНЫХ ХАРАКТЕРИСТИК ОТЛИВОК ИЗ СПЛАВА АК12М2 ПРИ ВЫПЛАВКЕ ДЕТАЛЕЙ, СОДЕРЖАЩИХ АРМАТУРУ» description=»В статье приводятся данные о возможном пути повышения механических и литейных свойств отливок из сплава AК12M2, содержащих технологическую арматуру, посредством модифицирования расплава мелкокристаллической лигатурой AlTi3, выплавленной новейшим комбинированным способом, включающим самораспространяющийся высокотемпературный и печной синтез.» author=»Чечушкин Олег Павлович, Луц Альфия Расимовна» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2016-12-22″ edition=»euroasian-science.ru_25-26.03.2016_3(24)» ebook=»yes» ]