

Теоретически установлено и практически доказано, что качество механической обработки деталей характеризуется не только точностью размеров, но и величиной микрогеометрических отклонений от номинала в ту или иную сторону. Основной причиной возникновения микронеровностей на поверхности обрабатываемой детали является термосиловое воздействие инструмента и неуравновешенность всей системы СПИД.
Непрерывную последовательность микронеровностей поверхности обрабатываемой детали называют шероховатостью и ввиду ее отрицательного воздействия на эксплуатационные характеристики изделия, регламентируют количественной оценкой выступов, впадин и частотой их повторения, заложенной в ГОСТ2789-73 [3]. Стандартом установлена обязательная номенклатура параметров шероховатости, характеризующая, независимо от материала и способа изготовления, среднее отклонение профиля Ra, высоту неровности профиля по десяти точкам Rz и средний шаг местных выступов Sm.
На рисунке 1 представлен фрагмент профилограммы поверхности после шлифования образца карбидкремниевой керамики 50%SiC-50%Al2O3, полученной на Волжском абразивном заводе, где Hi max и Hi min — отклонения выступов и впадин, а Sm i — шаг между ними.
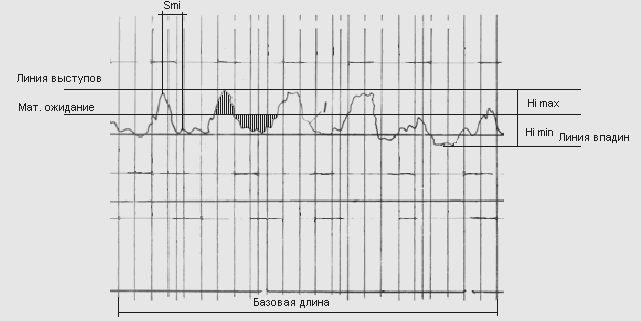

Рисунок 1. Параметры шероховатости поверхности образца карбидкремниевой керамики
Шероховатость керамики определялась опытным путем приборами TR-100 и TR-210 с диапазоном измерения от 0,02 мкм и выводом результатов на ленту осциллографа К12-22. Изучалась поверхность образца 50%SiC-50%Al2O3 при шлифовании алмазными кругами в среде СОЖ (0,3% содовый раствор): скорость круга менялась от 10,5 м/с до 35 м/с, а скорость стола — от 10 м/мин до 15 м/мин; глубина подачи от 0,01 мм до 0,05 мм.
В соответствии с рекомендацией ГОСТ2789-73 среднее отклонение микронеровностей по высоте нами находилось по формуле:
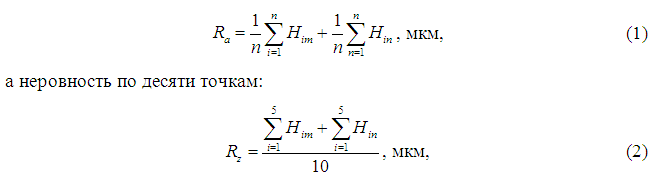

при этом базовая длина принималась 160…200 мкм.
Каждая базовая длина разбивалась на N весьма малых интервалов Δl, равных 0,2 мкм. Полученные дискретные величины распределения высот шероховатости заносились в таблицы и являлись исходными данными для получения Ra и Rz по формулам (1) и (2) [4].
В результате, среднее отклонение профиля по 100 точкам при шлифовании карбидкремниевой керамики со скоростью 35 м/с, глубине подачи 0,01 мм, скорости стола 15 м/мин, диаметре алмазного круга 200 мм, СОЖ — 0,3% содового раствора, составила Ra = 0,95 мкм, а высота профиля по десяти точкам — Rz = 3 мкм (7-8 класс шероховатости).
Анализ полученных профилограмм микронеровностей шлифованных поверхностей показал, что кроме наибольших выступов и впадин имеется целое множество неровностей самой разнообразной формы и размеров. При этом, в чередовании этих неровностей нельзя установить четкой закономерности. То обстоятельство, что после выступа на поверхности будет обязательно впадина определенной формы, явление случайное.
Поэтому считаем возможным и правомерным утверждать, что поверхность шлифования карбидкремниевой керамики представляет собой беспорядочное количество больших и малых неровностей и носит случайный характер [1].
При шлифовании металлов этот факт не учитывается, так как процесс воздействия зерна направлен на упругие деформации выступов и их оснований. При шлифовании керамики происходит хрупкое разрушение поверхностного слоя и не только большие, но и микроскопические выступы и впадины могут быть концентраторами трещин. Поэтому считаем необходимым и весьма важным при рассмотрении шероховатости поверхности принять во внимание малые выступы и впадины за пределами Ra и Rz.
Как известно, случайные величины характеризуются математическим ожиданием, представляющим собой среднее значение величины на участке наблюдений и моментами второго порядка: дисперсией и корреляционной функцией [2]. Математическое ожидание подсчитывается по формуле:
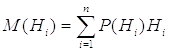

где P(Hi) — частота появления неровностей Hi.
Дисперсия случайной величины Hi характеризует ее рассеивание относительно центра группирования и определяется формулой:
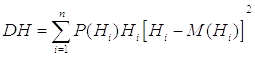

где (Hi – MHi) — центрированная высота неровностей.
В наших исследованиях горизонтальная плоскость профиля шероховатости принималась как M(Hi) = H и считалось отклонение от среднего значения флюктацией случайной величины. В этом случае дисперсию можно определить из выражения:

где P(Hi) — частота событий.
Ввиду того, что дисперсия измеряется в квадратных единицах случайной величины, рассеивание этой величины лучше характеризовать средним квадратичным отклонением. Тогда среднее квадратичное отклонение определяется как корень квадратный из дисперсии со знаком плюс:
![]()

В таблице 1 дана одна из выборок вертикальных отклонений шероховатости обработанного профиля керамики при числе наблюдений равном сто на базовой длине образца 200 мкм, а на рисунке 2 график, построенный по этим данным.
Таблица 1.
Выборка вертикальных отклонений неровностей
|
Величина отклонений неровностей от условной горизонтальной плоскости в мкм |
|||||||||
| 0 | 0,1…0,2 | 0,3…0,5 | 0,6…0,8 | 0,9…1,1 | 1,2…1,4 | 1,5…1,7 | 1,8…2 | 2,1…2,2 | |
| Число событий | 6 | 12 | 17 | 21 | 19 | 9 | 7 | 5 | 2 |
| Частота событий P(Hi) | 0 | 0,12 | 0,17 | 0,21 | 0,19 | 0,17 | 0,07 | 0,05 | 0,02 |
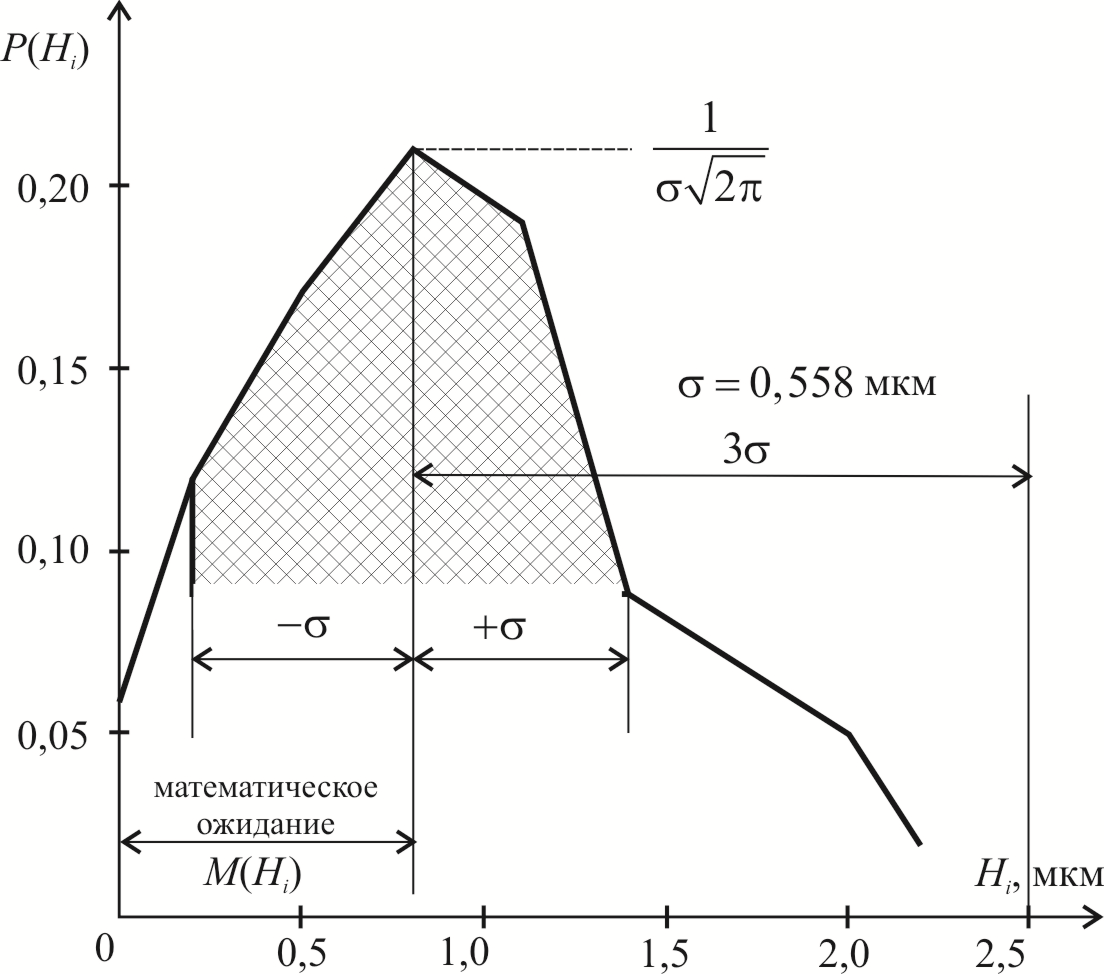

Рисунок 2. Плотность распределения вероятности микронеровностей
шлифованной керамики
На графике отражена ситуация, когда полученные опытным путем кривые P(Hi)–Hi определяются двумя факторами: центром группирования неровностей M(Hi), называемом математическим ожиданием, и отклонением от этого группирования — дисперсией D(Hi).
Таким образом, с некоторым приближением, можно утверждать, что случайные неровности поверхности шлифованной керамики распределяются по нормальному закону и могут быть описаны кривой Гаусса. Кривая нормального закона распределения указывает на плотность распределения случайной величины Hi и описывается функцией:

Обратим внимание, что при определении среднего арифметического отклонения микронеровностей по ГОСТ 2789-73 мы получили значения Ra 0,95 мкм. Из теории вероятностей известно, что при большом числе опытов (в нашем эксперименте 100 наблюдений) среднее значение случайной величины Ra приближается к ее математическому ожиданию [2, 4]. При определении дисперсий случайных отклонений неровностей было принято Ra = M(Hi).
Сравнивая функцию Гаусса и полученные экспериментальные зависимости можно утверждать, что при значительном увеличении наблюдений экспериментальные кривые могут совпадать с классическими.
Так как кривая Гаусса представляет собой двухпараметрическую зависимость M(Hi) и ![]()


Теория вероятностей и математической статистики решает эту задачу через функцию Лапласа.
На самом деле, если принять вероятность события:
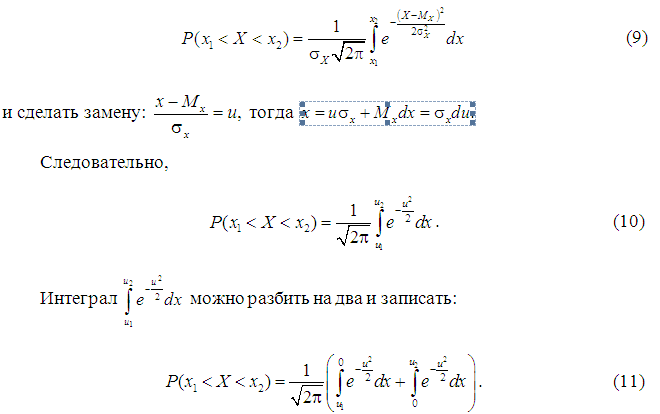

поменяв знаки, получим:

В элементарных функциях такие интегралы «не берутся» и потому выражаются через функцию Лапласа, значение которой занесено в таблицы (см. таблицы Лапласа).
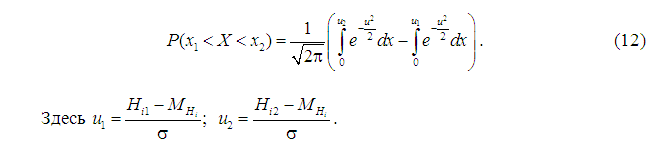
Таким образом, попадание полученной нами случайной величины Hi в нормальный закон распределения может быть получено через интеграл Лапласа:


Для наших опытов P(0 < Hi < 2) (рис. 2) с вычисленными математическим ожиданием (0,95 мкм) и средним квадратическим отклонением (0,558 мкм) вероятность попадания неровностей Hi в интервал 0…2 мкм определим как:
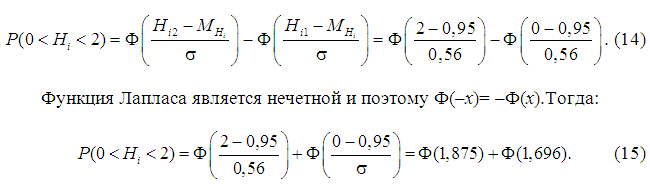

Из таблицы Лапласа: P(0 <Hi < 2) = 0,4693 + 0,4474 = 0,91.
Можно утверждать, что вероятность попадания значений шероховатости при шлифовании в интервал 0…2 мкм составляет 91%.
На основании изложенного выше можно сделать выводы, что шероховатости после шлифования керамики алмазным кругом распределяются по нормальному закону и могут быть описаны кривой Гаусса; что шероховатость лучше характеризовать математическим ожиданием, совпадающим со среднеарифметическим отклонением Ra и среднеквадратическим отклонением σ (дисперсия) (рис. 2), при этом неровности, определенные по десяти точкам Rz, во внимание можно не принимать.
Список литературы:
- ГОСТ 2789-73. Шероховатость поверхности. Параметры, характеристики и обозначения. М. : Стандартинформ, 2005.
- Климов Г. П. Теория вероятностей и математическая статистика М. : МГУ, 2011. 368 с.
- Абразивная и алмазная обработка материалов : справ. / под ред. А. Н. Резникова. М. : Машиностроение, 1977. 391 с.
- Вентцель Е. С. Теория вероятностей. 4-е изд., стереотип. М. : Наука, Физматгиз, 1969. 576 с.[schema type=»book» name=»ОЦЕНКА ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ПРИ ШЛИФОВАНИИ КАРБИДКРЕМНИЕВОЙ КЕРАМИКИ » description=»Действующим стандартом установлена обязательная номенклатура параметров шероховатости поверхности детали независимо от материала и способа изготовления. Однако, для высокотвердых керамических материалов характерно хрупкое разрушение поверхностного слоя при взаимодействии с алмазным зерном инструмента, что приводит к зарождению трещин. Поэтому автор предлагает рассмотреть шероховатость поверхности за пределами Ra и Rz.» author=»Душко Олег Викторович» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2016-12-27″ edition=»euroasia-science.ru_26-27.02.2016_2(23)» ebook=»yes» ]