

Одним из перспективных способов, позволяющих в значительной степени повысить долговечность деталей из алюминиевых сплавов, является микродуговое оксидирование (МДО) [1]. Особенностью структуры МДО-покрытий является то, что они состоит из нескольких слоев: верхнего – рыхлого, пористого и внутреннего – плотного, бездефектного. Внешний слой покрытия необходимо удалять, так как при работе он будет осыпаться и служить дополнительным абразивом. После этого, внутренний слой необходимо подвергать окончательной механической обработке для обеспечения требуемой шероховатости, точности размеров и взаимного положения поверхностей деталей [2,3].
Предварительная обработка изношенных и окончательная обработка восстановленных деталей из алюминиевых сплавов имеют свои особенности, которые значительно затрудняют механическую обработку по сравнению с обработкой при изготовлении новых деталей [2].
В качестве способа окончательной механической обработки деталей с МДО-покрытиями, можно использовать абразивное шлифование. Для исследований были выбраны два вида абразивного материала – электрокорунд белый марки 25А и карбид кремния зеленый марки 63С. Значения зернистости кругов составляли 16, 25 и 40.
При обработке оксидно-керамических покрытий слишком твердым кругом шлифование сопровождается интенсивным налипанием металла на площадки износа абразивных зерен, так как с повышением твердости кругов абразивные зерна удерживаются связкой прочнее, самозатачивание таких кругов затруднительно и период стойкости их будет мал. При использовании слишком мягкого круга шлифование протекает с преобладающим самозатачиванием (осыпанием) и сопровождается повышенным расходом абразива. Можно предположить, что твердость кругов близкая к оптимальной при шлифовании МДО-покрытий будет соответствовать средне-мягким значениям твердости (СМ1, СМ2). Эксперименты проводились кругами М2, М1, СМ1 и СМ2. Связка всех исследуемых кругов – керамическая. Перед началом опыта круги подвергались правке. При шлифовании измерялись следующие параметры: стойкость круга до его затупления, износ круга, производительность обработки, шероховатость обработанной поверхности, микротвердость поверхностного слоя обрабатываемого покрытия.
При шлифовании покрытий большую стойкость показали круги из карбида кремния зеленого. Зерна этого материала имеют форму неправильного многогранника с острыми выступающими гранями, которые более легко разрушаются, образуя новые режущие кромки. Поэтому круги из карбида кремния зеленого обладают большой самозатачиваемостью. С другой стороны зерна электрокорунда имеют округлую форму с большим радиусом сопряжения граней. С увеличением размера этих зерен условия резания ими ухудшаются и усилия резания возрастают. Однако прочность крупных зерен электрокорунда выше, поэтому они не скалываются, а изнашиваются более интенсивно из-за худших условий резания. Следовательно, при шлифовании МДО-покрытий круги из карбида кремния зеленого марки 63С обладают большей стойкостью между правками, чем круги из электокорунда белого 25 А.
Как уже отмечалось выше, круги твердостью М2 и М1 оказались слишком мягкими для принятых условий шлифования, так как наблюдалось их усиленное изнашивание вследствие слабого удерживания зерен связкой (рис.2).
Производительность шлифования была выше при обработке инструментами из карбида кремния, что объясняется их лучшей режущей способностью. С ростом зернистости производительность снижалась, причем в большей степени для кругов из электрокорунда (рис. 3).
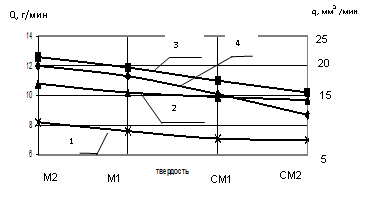

Рисунок 2. Влияние твердости кругов на производительность Q шлифования (1, 2) и на изнашивание q кругов (3, 4). 1, 3 – материал круга 25А; 2, 4 – материал круга 63С.
При обработке кругами зернистости 16, количество снимаемого в минуту материала карборундовым кругом составила 9,9 г, а электрокорундовым – 9,2 г. При зернистости 40 производительность составила 9,1 г/мин и 6,1 г/мин соответственно.
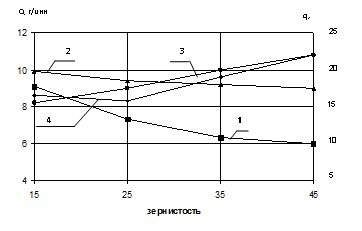

Рисунок 3. Влияние зернистости на производительность Q шлифования (1, 2) и на изнашивание q кругов (3, 4).1, 3 – материал круга 25А; 2, 4 – материал круга 63С. Твердость кругов – СМ2.
С увеличением зернистости кругов микротвердость обрабатываемого покрытия снижается. При шлифовании даже острыми кругами зернистостью 40 из обоих абразивных материалов микротвердость покрытия снижалась. Круг зернистостью 25 из карбида кремния зеленого оказывал значительное влияние на качество покрытия после 30-35 минут работы. При шлифовании таким же кругом из электрокорунда, микротвердость покрытия уменьшалась после первых минут работы. Наименьшее влияние на качество покрытия оказывали инструменты с зернистостью 16. Круг этой зернистости из электрокорунда зеленого не влиял на покрытие на протяжении всего периода стойкости (53 мин), а из электрокорунда белого на протяжении 32 минут своей работы.
Таким образом, для шлифования МДО-покрытий были рекомендованы круги на основе карбида кремния зеленого, зернистостью 16, с твердостью СМ2, керамической связкой, открытой структурой.
Список литературы:
- Kuznetsov J., Kossenko А., Lugovskoy А. Study of Wear Resistance of Plasma Electrolytic Oxidized Coatings on Aluminum Alloys // The Sixth International Conference on Mathematical Modeling and Computer Simulation of Material Technologies MMT-2010. – Ariel University Center of Samaria, Ariel, Israel, August 23-27, 2010., 1-1 – 1-10.
- Кузнецов Ю.А., Митюрева Н.В. Особенности механической обработки деталей из алюминиевых сплавов, упрочненных микродуговым оксидированием//Упрочняющие технологии и покрытия № 9. 2006. – с. 29-31.
- Кузнецов Ю.А., Косенко А.В., Казански В.А. Влияние модуля силиката на технологические свойства покрытий / Вестник ОрелГАУ. №2(29). – 2011. – С. 97-101.[schema type=»book» name=»ОСОБЕННОСТИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МДО-ПОКРЫТИЙ» description=»В статье показана актуальность обеспечения точности размеров и форм, шероховатости поверхности, полученных при окончательной обработке упрочненных поверхностей. Приведены результаты исследований характеристик шлифовальных кругов на каче-ство обработанных поверхностей и производительность процесса шлифования деталей из алюминиевых сплавов, упрочненных микродуговым оксидированием.» author=»Кузнецов Юрий Алексеевич, Ушаков Андрей Александрович, Лиманский Александр Александрович, Надточей Иван Васильевич» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-03-28″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_30.04.2015_04(13)» ebook=»yes» ]