

Рабочая часть клееных твердосплавных разверток может быть оформлена по одному из следующих трех конструктивных вариантов, представленных на рис. 1:
— в виде твердосплавных пластинок, прикрепляемых к зубьям корпуса из конструкционной стали (рис. 1.а);
— в виде твердосплавной втулки с коническим отверстием, которым она насаживается на хвостовик из конструкционной стали (рис. 1.б);
в — виде твердосплавной вставки с коническим стержнем, которым она вставляется в коническое отверстие хвостовика (рис. 1.в).
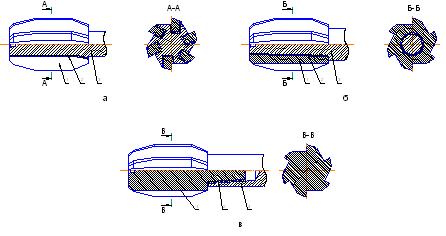

Рисунок 1. Варианты рабочей части разверток
с твердосплавными элементами в виде пластин (а),
втулок (б) и вставок (в):
1 — твердосплавной элемент; 2 — соединительный клеевой шов; 3 – хвостовик
Присоединение твердосплавной рабочей части ВК6М к хвостовику из стали 45 осуществлялось приклеиванием клеем ВК20, который изготовлен на основе кремнийорганической смолы.
В конструкции (рисунок 1.а) закрепление твердосплавных пластинок производится в пазах, трудоемкость изготовления которых сравнительно значительная, больше, чем в конструкции (рисунок 1.в) с твердосплавной вставкой, в которой для присоединения твердосплавной части требуется только изготовление конического отверстия в хвостовике, и тем более высокая, чем в конструкции (рисунок 1.б) с твердосплавной втулкой, под которую вытачивается на хвостовике конический стержень.
Конструкция (рисунок 1.а), в отличие от конструкций (рисунок 1.б) и (рисунок 1.в), требует трудоемкой сборки пластинок с хвостовиком и обвязки в собранном виде, что усложняет процесс соединения твердосплавных элементов с хвостовиком. В дополнение к этому усложняется заточка и доводка инструмента вследствие того, что на задней поверхности стыкуются твердосплавная пластинка с конструкционной сталью корпуса.
Изготовление разверток с монолитной твердосплавной частью достаточно сложной формы, с расположенными на периферии зубьями, представляет определенные трудности. Обычно такие твердосплавные элементы изготавливают либо из пластифицированных цилиндрических заготовок с образованием в них зубьев фрезерованием, либо их производят прямым прессованием в сложных пресс-формах.
И тот и другой методы изготовления имеют свои недостатки. В первом случае, вводимый пластификат несколько снижает режущие свойства твердого сплава, а механическая обработка пластифицированных заготовок связана с значительной затратой, времени и большим расходом режущего инструмента. Во втором случае, из-за сложности пресс-формы не всегда удается добиться одинаковой плотности твердого сплава по всему сечению, на вершинах зубьев она меньше.
При образовании зубьев электролитическим алмазным шлифованием в заготовках из твердого сплава, полученных прямым прессованием, полностью сохраняются режущие свойства присущие данному твердому сплаву, что иллюстрируется результатами стойкостных опытов, приведенных в таблице 1.
Таблица 1.
Стойкость разверток, оснащенных твердым сплавом ВК6М,
при обработке отверстий диаметром 10,2 мм в чугуне СЧ25
|
Метод изготовления твердосплавной рабочей части развертки |
Режим резания |
Стойкость в минутах при затуплении развертки hз=0,2 мм |
||
| v, м/с | t, мм | s, мм/об | ||
| Из пластифицированных заготовок | 0,5 | 0,15 | 0,48 | 26 |
| Прямым прессованием | 30 | |||
| Электролитическим алмазным вышлифовыванием канавок | 36 | |||
Стойкость разверток и качество обработанных отверстий связаны также с количеством зубьев развертки. Оптимальное их количество для развертки диаметром 10,2 мм определялось стойкостными опытами, результаты которых приведены в таблице 2.
Таблица 2.
Стойкость разверток, оснащенных твердым сплавом ВК6М,
с разным количеством зубьев при обработке отверстий диаметром 10,2 мм
в чугуне СЧ25
|
Количество зубьев развертки |
Режим резания | Шероховатость поверхности обработанных отверстий, Ra, мкм |
Стойкость в минутах при затуплении развертки hз=0,2 мм |
||
| v, м/с | t, мм | s, мм/об | |||
| 4 | 0,5 | 0,15 | 0,48 | 2,66 | 30 |
| 6 | 2,13 | 36 | |||
| 8 | 2,54 | 32 | |||
Из таблицы видно, что количество зубьев, равное 6, следует считать оптимальным. При уменьшении количества зубьев до 4, центрирование развертки в отверстии ухудшается, а, следовательно, ухудшается качество обработанных отверстий и уменьшается стойкость разверток. При количестве зубьев 8, тело зубьев и объем канавок между ними настолько уменьшаются, что оказываются недостаточными и приводят к появлению вибраций при обработке, ухудшению качества обработанных отверстий и снижению стойкости инструмента.
Вопрос о рациональной конструкции твердосплавного инструмента неизбежно связан с расходом твердого сплава на его изготовление.
В развертке с твердосплавными пластинками (рисунок 1.а) вес твердосплавных элементов определяется по формуле
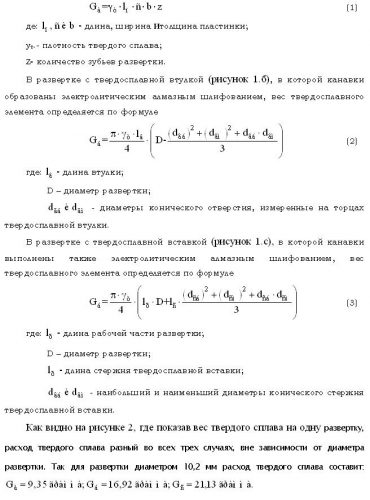

Наименьший расход твердого сплава в конструкции с твердосплавными пластинками, расход твердого сплава повышается от применения твердосплавной втулки в 1,8 раза и твердосплавной вставки в 2,3 раза.
Оценивая конструкции твердосплавных разверток с различным конструктивным оформлением рабочей части, следует сказать, что выбор той или иной конструкции зависит от размера развертки и конкретных условий ее применения.
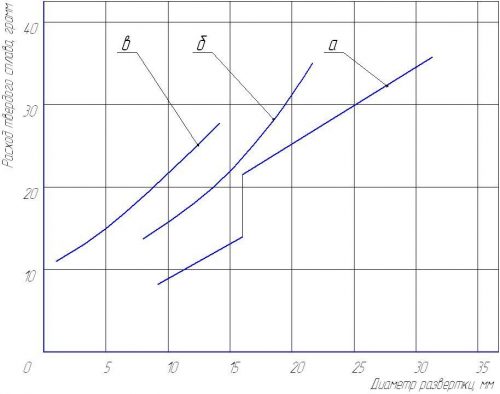

Рисунок 2. Расход твердого сплава на рабочую часть развертки,
оснащенную твердосплавными элементами в виде
пластин (а), втулки (б) и вставки (в)
В развертках малого диаметра (до 6 мм) конструкция с твердосплавными пластинками неосуществима, тогда остаются практически применимыми только конструкции с твердосплавной втулкой или вставкой. Из двух последних предпочтение следует отдать конструкции с твердосплавной вставкой, которая, при малом диаметре инструмента, обеспечивает более надежное крепление.
Твердосплавные развертки диаметром от 6 до 16 мм могут иметь любое конструктивное оформление. Однако конструкция с твердосплавными пластинками более трудоемка в изготовлении, чем конструкция с цельной твердосплавной рабочей частью и отличается малым количеством зубьев.
Конструкция с твердосплавной вставкой, отличающаяся значительным расходом твердого сплава, не обладает никакими преимуществами по сравнению с конструкцией с твердосплавной втулкой, к тому же имеющей меньший расход твердого сплава. Следовательно, для разверток среднего диаметра наиболее целесообразной является конструкция с твердосплавной втулкой, которая, обладая высокой износостойкостью, технологичностью и прочностью, не требует большого расхода твердого сплава.
В развертках значительного диаметра (свыше 16 мм) применение режущих элементов в виде втулки и тем более вставки экономически нецелесообразно из-за большого расхода твердого сплава. В этом случае конструкция с твердосплавными пластинками обеспечивает меньший расход твердого сплава.
Проведенными исследованиями установлено, что развертки, в которых соединение твердосплавных режущих элементов с хвостовиком осуществляется склеиванием, изнашиваются медленнее, чем аналогичные паяные развертки (рисунок 3).
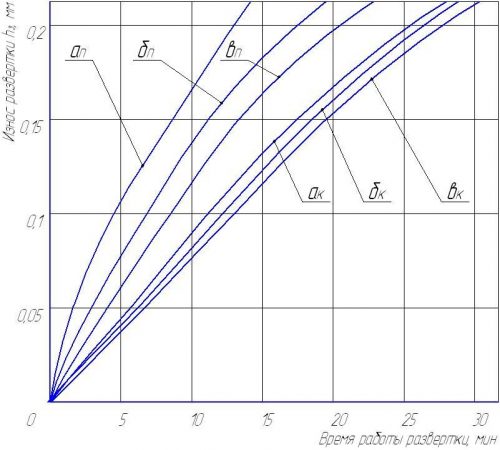

Рисунок 3. Кривые износа разверток (v= 0,5 м/с; t= 0,15 мм; s= 0,48 мм/об)
ап – с припаянными пластинами; бп – с припаянной втулкой;
вп – с припаянной вставкой; ак – с приклеенными пластинами;
бк – с приклеенной втулкой; вк – с приклеенной вставкой
При этом примечательным является то, что у разверток, изготовленных с применением клея, затупление всех зубьев развертки идет равномерно, с разницей в величине износа отдельных зубьев не более 10 – 15% в то время как у паяных разверток разница в износе отдельных зубьев достигала двухкратной величины. Такое существенное различие в эксплуатационных свойствах разверток объясняется разницей температурного режима соединения твердосплавных элементов с хвостовиком, производимым припаиванием или склеиванием. В первом случае температура приближается к 1000°С (температура пайки), в то время как во втором случае она не превышает 150°С (температура полимеризации клея).
Для выяснения механизма влияния температурного режима при изготовлении разверток на их эксплуатационные свойства были проделаны следующие опыты. На токарном станке модели 1620 производилось точение заготовок диаметром 220 мм и длиной 1000 мм из серого чугуна СЧ25 с наблюдением за протеканием износа задней поверхности режущего элемента. В качестве режущего элемента использовались пластины из твердого сплава ВК6М, которые механически закреплялись в державках из конструкционной стали 45. Условия резания при точении были близки к условиям резания при развертывании, параметры режима резания v= 0,5 м/с; t= 0,15 мм; s= 0,12 мм/об.
Эксперимент проводился в два этапа. Сначала исследовалась износостойкость пластин до величины износа задней поверхности hз=0,2 мм с целью подобрать пластины с одинаковой износостойкостью (кривая на рисунке 4 от τ=0 до τ =46мин). Подобранные пластины были разделены на четыре равные группы. Одна группа пластин была оставлена без изменения и они механически крепились в державке, вторая группа пластин подвергалась нагреву до температуры 1000°С (имитировался температурный режим пайки) и пластины тоже механически крепились в державке, третья группа пластин припаивалась к державке, а четвертая приклеивалась к державке.
Продолжение эксперимента состояло в том, что при том же режиме резания проводилось дальнейшее исследование износостойкости пластин всех четырех групп от величины износа hз=0,2 мм до hз=0,5 мм. В этом случае износ пластин, имевших до того одинаковую износостойкость, протекает, как это видно из рисунка 4 по разному. Наибольшую стойкость имеют пластины, не подвергавшиеся высокотемпературному нагреву, которые крепились к державке механическим путем или клеем. Высокотемпературный нагрев, сам по себе, снижает стойкость пластин на 25%, а в совокупности с припайкой — до 36%.
Рисунок 4. Кривые износа пластин из твердого сплава ВК6М
при обработке чугуна СЧ25 (v= 0,5 м/с; t= 0,15 мм; s= 0,12 мм/об)
0 — пластины с механическим закреплением в державке (hз от 0 до 0,2 мм);
1 — пластины с механическим закреплением в державке (hз от 0,2 до 0,5 мм); 2 — пластины, нагретые и охлажденные по режиму пайки с механическим закреплением в державке (hз от 0,2 до 0,5 мм);
3 – пластины, припаянные к державке (hз от 0,2 до 0,5 мм);
4 – пластины, приклеенные к державке (hз от 0,2 до 0,5 мм)
Отрицательное действие пайки проявляется в снижении прочности твердого сплава от нагрева и в появлении остаточных термических напряжений в твердом сплаве от соединения припоем пластины с державкой в горячем состоянии.
Список литературы:
- Булавин В.В., Моисеев В.Б. Конструкции рабочей части твердосплавных разверток // Научно-методический журнал ХХI век: итоги прошлого и проблемы настоящегоПЛЮС: Периодическое научное издание. – Пенза : Изд-во Пенз. гос. технол. ун-та, 2013.-№12(16). С. 42-47.
- Булавин В.В. О присоединении режущих элементов в твердосплавных развертках // Известия ВУЗов. Машиностроение. – 1975. – № 9. – С. 189–191.
- Булавин В.В. Динамика развертывания // Известия ВУЗов. Машино-строение. – 1975. – № 10. – С. 166–167.[schema type=»book» name=»ОСОБЕННОСТИ КОНСТРУКЦИИ КЛЕЕНЫХ ТВЕРДОСПЛАВНЫХ РАЗВЕРТОК» author=»Булавин Валентин Васильевич, Телятников Алексей Алексеевич» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-06-14″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_ 30.12.2014_12(09)» ebook=»yes» ]