

Совершенствование машиностроительных техпроцессов должно затрагивать не только технологическую составляющую, но и хронологию отдельных шагов процесса, осуществляемых последовательно, параллельно или в смешанном режиме. Это позволяет минимизировать длительность и издержки производства, обусловленные простоем оборудования, потерями энергии и т.п.
Рассмотрим пример реализации такого подхода к разработке техпроцесса штамповочного производства, начиная с эскиза изделия и заканчивая готовой деталью на выходе. Воспользуемся сетевой моделью календарного планирования и управления производством методом критического пути [1].
В данном методе штамповочное производство будем интерпретировать как совокупность взаимосвязанных отдельных технологических процессов A, B, C, …, N, [2, 3].
В таблице 1 представлена детализация указанных процессов. Их взаимосвязь, длительность и месторасположение на графе.
|
Таблица 1. Детализация процессов штамповочного производства |
|||||
| Процесс | Предшест-вующий процесс | Длитель-ность
(часы) |
Узел графа | ||
| Обозначение | Содержание | начальный | конечный | ||
| А | Создание эскиза (чертежа) детали | — | 2 | 1 | 2 |
| B | Создание электронной модели детали | — | 4 | 1 | 3 |
| С | Преобразование чертежа в электронную модель | А | 0 | 2 | 3 |
| D | Создание шаблона детали | — | 5 | 1 | 4 |
| E | Моделирование процесса формовки | А | 12 | 3 | 5 |
| F | Создание оснастки с модели формовки | Е | 6 | 5 | 6 |
| G | Создание оснастки с электронной модели | В, С | 6 | 3 | 6 |
| H | Создание оснастки с эскиза | А | 7 | 2 | 6 |
| I | Создание заготовки по шаблону | D | 6 | 4 | 7 |
| J | Создание заготовки по эскизу | А | 4 | 2 | 7 |
| K | Создание заготовки по электронной модели | В,C | 1 | 3 | 7 |
| L | Подача оснастки на пресс | F, G, H | 1 | 6 | 8 |
| M | Подача заготовки на пресс | I, J,К | 1 | 7 | 8 |
| N | Штамповка детали | M | 2 | 8 | 9 |
Поставим цель. Составить техпроцесс по траектории критического пути состоящего из критических процессов, не имеющих временные зазоры для своего начала и завершения. Иными словами составим самый короткий по длительности техпроцесс.
Обозначим сроки выполнения операций штамповочного производства: РВi — самый ранний срок, ПВj — самый поздний срок. Возможные сроки наступления события, вычисляются по формулам (1, 2):
РВi = mах{РВi + dij} (1)
ПВj = min{ПВj — dij} (2)
где dij – длительность выполнения ij – процесса.
Критический путь формируется критическими событиями, для которых
РВi =ПВj
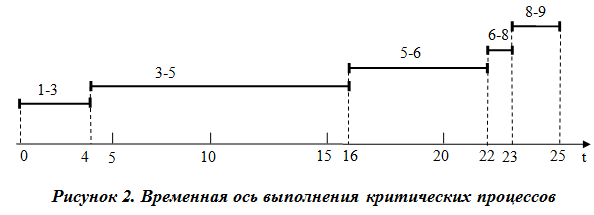
На рисунке 1 представлен ориентированный конечный связный граф штамповочного производства. Критический путь на нём выделен утолщённой линией, определяемый процессами: создание электронной модели детали В; моделирование процесса формовки Е; создание оснастки с модели формовки F; подача оснастки на пресс L; штамповка детали N.
В графе над узлами указано отношение ПВj/ РВi.
Произведя расчёты РВi и ПВj определяем критический путь. Длительность прохождения критического пути составила 25 часов.
Для построения временных осей выполнения некритических процессов, не вошедших в критический путь, по формулам (3, 4) производим расчёты их временных запасов, состоящих из общего (OBij) и свободного (CBij) времени:
OBij=ПВj – РВi – dij (3)
CBij=PBj – РВi – dij (4)


В таблице 2 отражены результаты произведенных расчетов.
|
Таблица 2. Временные запасы некритических процессов |
||||||||
| Некритические
процессы |
1-2 | 1-4 | 2-3 | 2-6 | 2-7 | 3-6 | 3-7 | 7-8 |
| Длительность | 2 | 5 | 0 | 7 | 4 | 6 | 1 | 1 |
| Общий резерв | 0 | 11 | 2 | 13 | 16 | 20 | 17 | 11 |
| Свободный резерв | 0 | 0 | 2 | 13 | 5 | 20 | 6 | 11 |
Временные оси для критических и некритических процессов, построенные соответственно, на рисунке 2 и на рисунке 3 визуализируют ход выполнения техпроцесса.

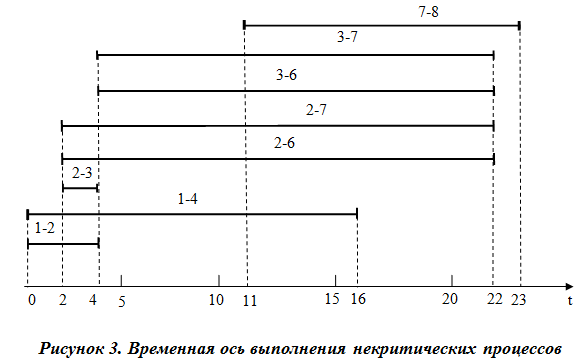
Произведенные расчеты показывают, что процессы 1-2, 1-4, 2-3, 2-6, 3-6, 7-8 не имеют дрейфа. Их выполнение необходимо начинать в строго отведенное время. Выполнение процесса 2-7 возможно со сдвигом на 1-5 часов, процесса 3-7 на 1-6 часов. При выборе длительности сдвига необходимо учитывать фактор форс-мажорных обстоятельств, поэтому выполнение процессов целесообразно начинать в самые ранние сроки.

Реализация метода критического пути при составлении техпроцесса реального штамповочного производства деталей, по нашим оценкам позволит уменьшить длительность производства на (5… 10)%.
Список литературы
- Заготовительно-штамповочные работы в самолётостроении / Н.И. Горбенко, И.А. Грошиков, Ю.Л. Заславский. – М: Оборон. гиз., 1991. – 440 с.
- Таха, Хемди А. Введение в исследование операций, 7-е издание.: — М.: Издательский дом «Вильямс», 2007. – 912 с.
- Штамповка резиной и жидкостью. / Е.И. Исаченков. – М: Машиностроение, 1997. – 367 с.[schema type=»book» name=»ОПЫТ РАЗРАБОТКИ ТЕХПРОЦЕССА ШТАМПОВКИ С ПОМОЩЬЮ ПОШАГОВЫХ ПРОЦЕССОВ» description=»в работе рассматривается оптимизация техпроцесса с целью минимизации длительности штамповочного производства. » author=»Каталажнова Ирина Николаевна, Усейкин Леонид Евгеньевич, Шкитевы Ольга Александровна» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-03-28″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_30.04.2015_04(13)» ebook=»yes» ]