

Технологии очистки внутренней поверхности агрегатов 60х – 70х годов, основанные на длительной прокачке «чистой» жидкости через полость очищаемых агрегатов, не соответствует современным требованиям по качеству и длительности процессов. Позднее для интенсификации процессов очистки в поток начали вводить газовую фазу. Такие технологии используются для очистки трубопроводов. Введение газа снижает гидравлическое сопротивление трубопроводов и повышает касательное напряжение трения жидкости на стенке трубопровода [1, 2]. Для очистки агрегатов всё большее применение находят технологии очистки, использующие пульсирующее течение жидкости [3, 4]. Однако такие технологии приводят к значительному нагружению корпусов агрегатов пульсирующим давлением.
Нами предпринята попытка создания более эффективных процессов очистки внутренних поверхностей агрегатов. Сущность процесса поясняется схемой, представленной на рисунке 1.
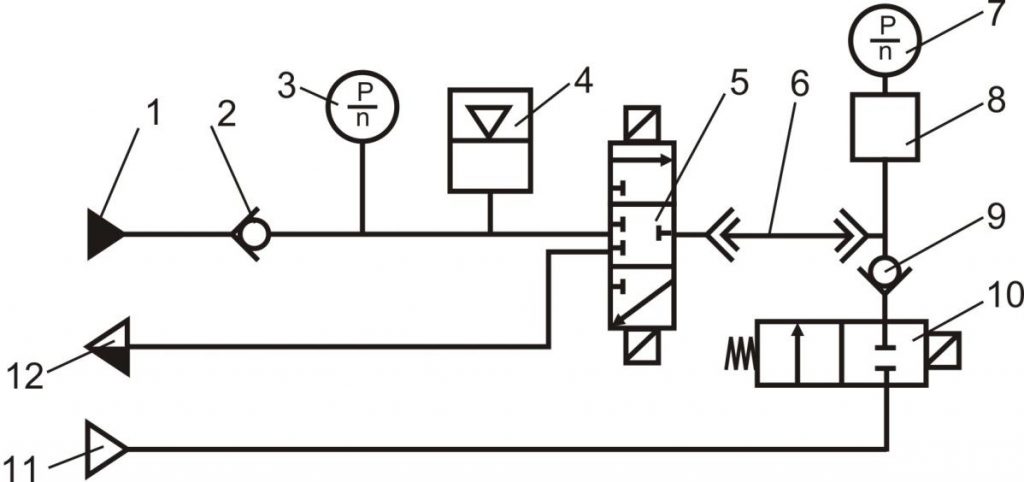

1 – магистраль подачи жидкости; 2, 9 – обратные клапаны; 3, 7 – измерители давления;
4 – пневмогидроаккумулятор; 5 – гидрораспределитель; 6 – трубопровод; 8 – объект очистки;
10 – кран; 11 – газовая магистраль; 12 – линия слива.
Рисунок 1. Принципиальная схема процесса пневмогидравлической очистки агрегатов
Технологический процесс очистки протекает следующим образом. Из пневматической системы стенда по трубопроводу 11 через кран 10 и обратный клапан 9 полость агрегата заполняется газом до давления предварительной зарядки . По магистрали 1 через обратный клапан 2 полость пневмогидроаккумулятора 4 заряжается жидкостью до требуемого давления. Включается гидрораспределитель 5 и жидкость из ПГА по трубопроводу поступает в полость агрегата 8. Давление в агрегате контролируется системой измерения 7. После выравнивания давления в ПГА и полости, гидрораспределитель переключается на слив, давление в агрегате падает, а жидкость с частицами загрязнений поступает в магистраль слива.
Как показали предварительные исследования по визуализации картины течения, в данном случае при заполнении полости развиваются огромные скорости течения жидкости, способные обеспечить отрыв частиц со стенок полости в самое короткое время.
Оптико-электронная схема регистрации процесса течения жидкости основывалась на использовании лазерного «ножа», просвечивающего тонкий слой движущейся жидкости. Нормально к плоскости «ножа» размещалась скоростная кинокамера, осуществлявшая фоторегистрацию движущихся частиц жидкости. Схема оптико-электронной системы регистрации представлена на рисунке 2.
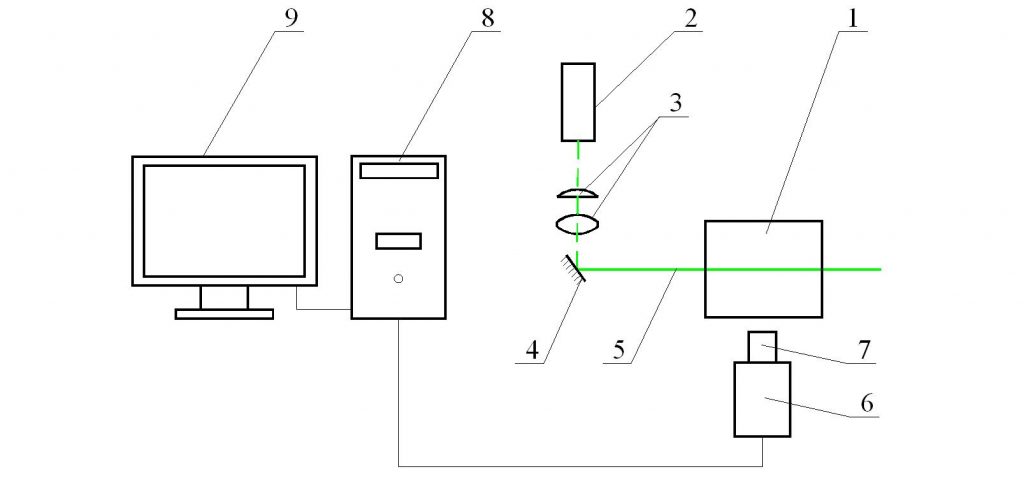

1-просвечиваемая модель(объект исследования), 2 –непрерывный лазер типа KLM-532-30;
3- оптический формирователь световой полосы; 4- поворотное зеркало; 5 световая полоса;
6- скоростная видео камера типа FastVideo-250; 7-короткофокусный объектив;
8- компьютер; 9-монитор.
Рисунок 2. Схема оптоэлектронной системы регистрации процесса заполнения полости агрегата
Эксперименты показали следующее:
— скорости течения жидкости на входе в агрегат при соответствующем выборе параметров стенда могут значительно (в 10 раз и выше) превышать рабочие скорости систем гидропривода;
— в процессе заполнения в полости развивается интенсивное струйно-вихревое течение жидкости и пузырьков газа, распространяющееся по всему объему полости;
— время заполнения полости может достигать значений 0,5÷1,5 секунд.
С целью углубленного теоретического анализа гидродинамики процесса, оценки влияния различных конструктивно-технологических факторов выполнено математическое моделирование процесса в программной среде MatLab-SimuLink. Моделирование выполнялось при следующих допущениях:
- растворимость газа в жидкости отсутствует;
- стенки полости абсолютно жёсткие;
- жидкость рассматривается несжимаемой;
- процесс заполнения протекает по изотермическому закону;
- подключение полости к источнику давления происходит моментально.
При моделировании учитывалось:
- инерционное сопротивление столба жидкости в трубопроводах, включая размеры проходников и соединительных штуцеров;
- линейное и нелинейное (квадратичное) активное сопротивление течения жидкости в трубопроводах;
- упругие свойства газовой среды при заполнении полости;
- свойства пневмогидроаккумулятора и гидрораспределителя.
Математическая модель расчёта процесса заполнения полости агрегата приведена на рисунке 3.
I- блок вычисления расхода; II — блок вычисления линейных потерь; III — блок вычисления нелинейных потерь; IV — блок вычисления давления на выходе ПГА; V — блок вычисления давления в полости агрегата
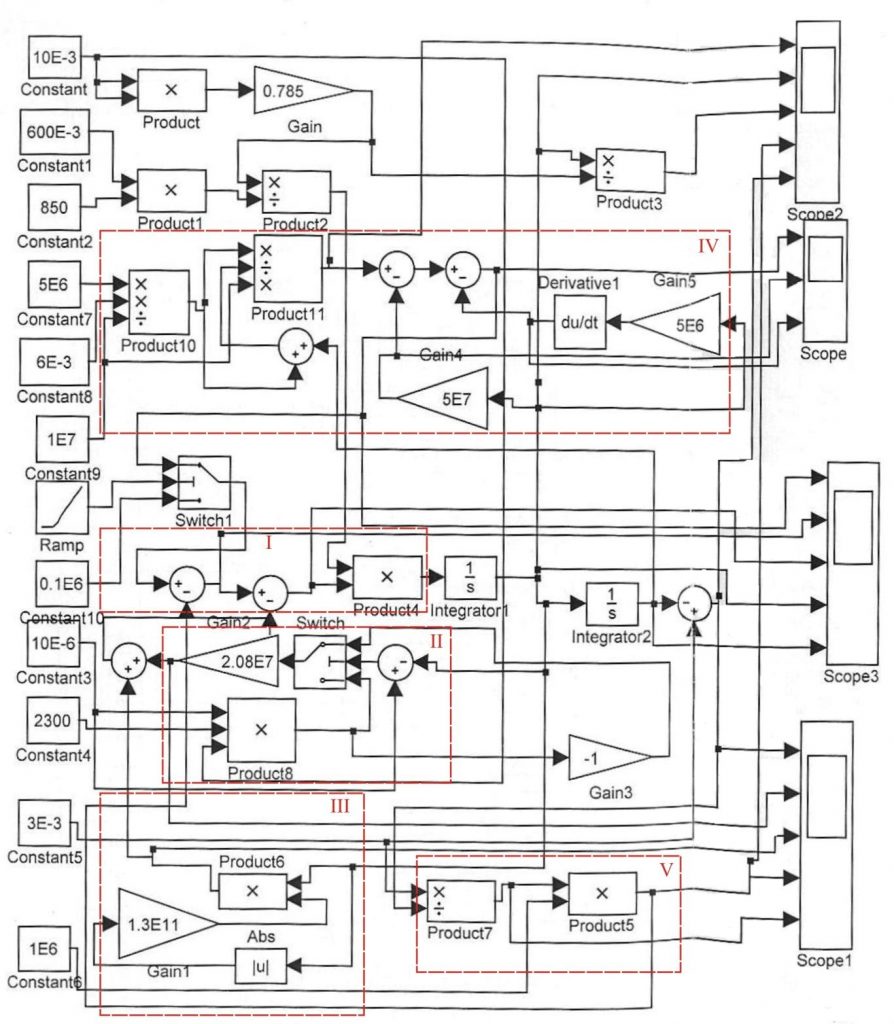

Рисунок 3. Математическая модель для расчёта параметров течения жидкости при очистке агрегатов
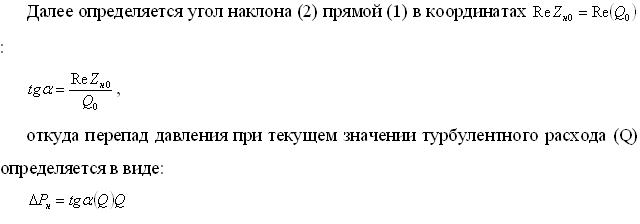
Основной особенностью модели является организация вычисления активных потерь давления в трубопроводах. Для этого вещественная часть импеданса магистрали, зависящая от геометрических характеристик трубопроводов и режима течения жидкости, определялась в виде уравнения прямой:



Результаты расчётов по модели достаточно точно согласуются с результатами физических экспериментов в части:
- длительности переходных процессов заполнения и слива жидкости;
- формы и параметров изменения давления в полости очищаемого агрегата.
В то же время результаты физических экспериментов по возбуждению гидроудара и визуализации течения жидкости показали, что в фазе слива около 15÷20% жидкости не сливается, а остаётся в полости. Это объясняется тем, что интенсивно перемешанная с газом жидкость сливается из полости вместе с газом. Данное явление моделью не учитывается, так как модель не предусматривает смешение жидкости и газа в процессе наполнения полости.
Результаты расчётов, часть которых представлены на осциллограммах на рисунке 4, показали следующее:
- скорость потока жидкости при заполнении полости достигает значений 120÷140 м/с, что почти в 10 раз превышает рабочие скорости течения жидкости систем гидропривода;
- длительность процесса заполнения полости составляет от 0,4 до 1,5 секунд.
Параметры стендовой системы, при которых выполнены расчёты, приведены на рисунке 3.
Максимальные скорости течения жидкости могут быть достигнуты при увеличении диаметра соединительных магистралей и уменьшении их длины.
Увеличение давления зарядки ПГА жидкостью свыше 10 МПа, как правило, нецелесообразно, так как незначительно увеличивает скорости течения жидкости.
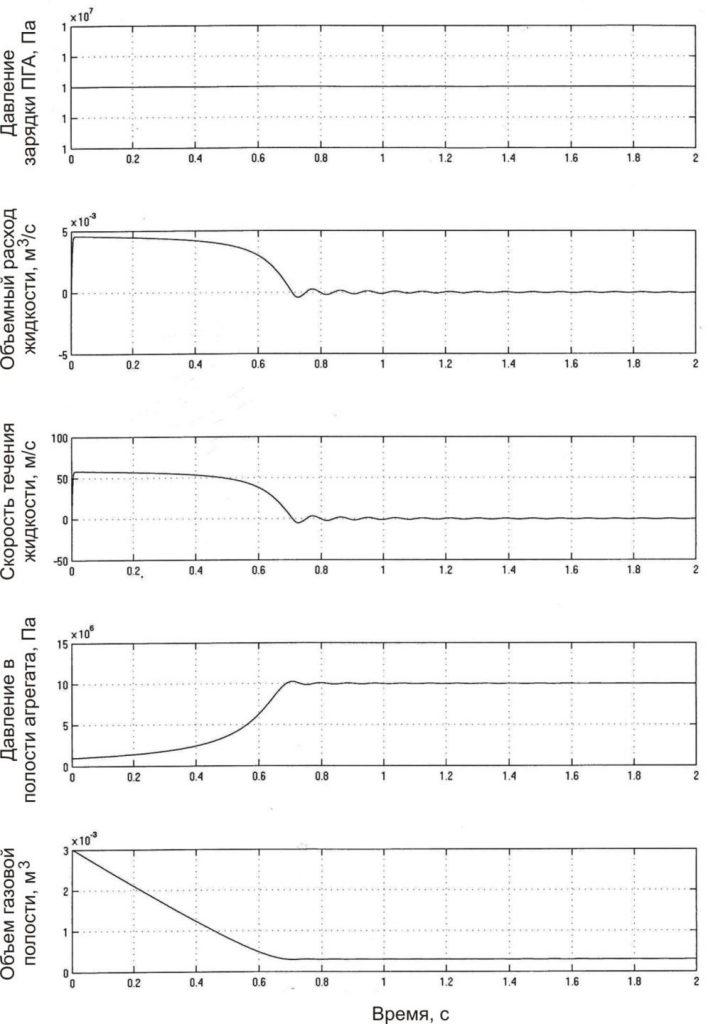

Рисунок 4. Некоторые результаты расчёта процесса заполнения полости агрегата
Вывод: Полученные результаты дают возможность создания новых технологий, значительно повышающих качество и сокращающих длительности процессов очистки агрегатов.
Список литературы:
- Белянин, П.Н., Данилов, В.М. Промышленная чистота машин / П.Н. Белянин, В.М. Данилов. — М.: Машиностроение, 1982. — 224 с.
- Патент РФ №2041749, МПК В08В9/00. Способ очистки полых изделий / В.А. Ермаков, Д.А. Загвоздин, Г.С. Шишкин, М.А. Ермаков – заявл. 04.02.1991; опубл. 20.08.1995.
- Санчугов, В.И. Технологические основы динамических испытаний и отработки гидросистем и агрегатов. Учебное пособие [Текст] / В.И. Санчугов. — Самара: Самарский научный центр РАН, 2003. – 96 с.
- ГОСТ 31303-2006. Чистота промышленная. Метод очистки гидродинамический газовых и жидкостных систем машин и механизмов от загрязнителей. Введ. 2008-03-01. — М.: Стандартинформ, 2007. — 18 с.
- Шорин В.П., Устранение колебаний в авиационных трубопроводах – М.: Машиностроение, 1980. – 156 с.
- Идельчик И.Е. Справочник по гидравлическим сопротивлениям. Под ред. М.О. Штейнберга.- 3-е изд., перераб. И доп.. — М.: Машиностроение, 1992. — 672 с.[schema type=»book» name=»НОВЫЕ ТЕХНОЛОГИИ ГАЗОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИДРОАГРЕГАТОВ» author=»Санчугов Валерий Иванович, Решетов Виктор Михайлович, Турусин Сергей Васильевич » publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-04-21″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_ 28.03.2015_03(12)» ebook=»yes» ]