

Необходимость моделирования производственного процесса возникает при выборе оптимальной структуры роботизированного или автоматизированного участка (системы), а также для оценки производительности альтернативных вариантов технологических процессов механической обработки и сборки.
Разработано значительное количество методов анализа. К ним относятся моделирование с использованием аналитических (сетевых) и имитационных моделей систем массового обслуживания [2,3]. Считают, что каждый из них, дополняя друг друга, имеет свои достоинства и недостатки. К числу основных недостатков относят низкую адекватность первого метода и сложность моделей для второго. К возможным методам анализа производительности производственных систем относится компьютерное моделирование работы производственного оборудования в режиме реального времени — интерактивное моделирование. Используются различные варианты как представления на экране монитора элементов технологической системы, так и их взаимодействия в процессе моделирования [4].
К компьютерным моделям, позволяющим определить цикловое время и производительность роботизированных технологических комплексов, может быть также отнесен программный модуль «Rtk», графический интерфейс рабочего окна которого приведен на рис. 1.
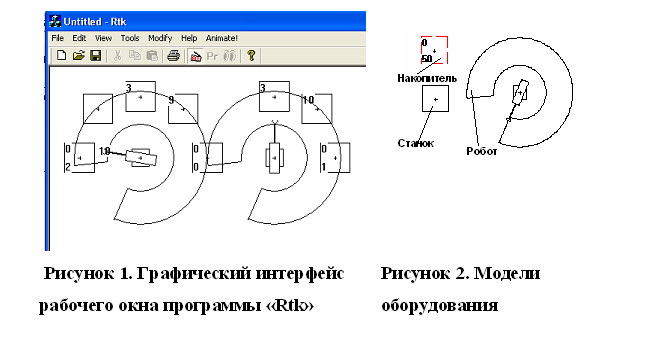
В процессе моделирования используются следующие типы оборудования: станок; робот; загрузочное устройство (накопитель), которые могут быть вызваны из командной строки «Инструмент» (Tools), командой «Рабочее место» (Place). Модели станка, накопителя и робота в рабочем окне изображаются в виде, приведенном на рис. 2. В зависимости от технологического процесса механической обработки (сборки) объектов производства, состава средств технологического оснащения (таблица 1) разрабатывается структурно-компоновочное решение (СКР) производственного участка, на основе которого создается графическая модель системы (см. рис.1). При разработке модели устанавливаются основные характеристики используемого оборудования:
для накопителя (Н) — коды заготовки на входе и выходе; максимальное количество заготовок, находящихся в накопителе;
для станка (С) – коды заготовок на входе и выходе; штучное (оперативное) время в с.;
для робота (Р) — наименование и модель; угол зоны обслуживания, град; скорость поворота, град/с; скорость выдвижения руки мм/с; минимальный и максимальный вылет руки, мм.
Таблица 1.
Варианты состава моделируемых РТК
| Число позиций | Количество роботов | Количество обслуживаемого оборудования | Компоновка |
| Однопозиционные | 1 | N* | Круговая
Линейная |
| Многопозиционные | М | ΣNM | Круговая в пределах одной позиции |
| Примечание: * — количество обслуживаемого оборудования определяется габаритными размерами станков и зоной обслуживания робота | |||
Первый накопитель имитирует отделение межоперационного склада, а максимальное количество заготовок, находящихся на складе, условно принимается равным партии запуска деталей. Для работы РТК в анимационном режиме принято, что код заготовки на выходе накопителя (склада) равен коду заготовки на входе первоначально обслуживаемого станка. Для остальных станков коды заготовок определяются в соответствии с принятой структурой технологического процесса. Маршрут механической обработки детали в пределах каждой ячейки РТК, состоящей, например, из трех станков, может быть представлен в виде:
- Н1-С1-С2-С3-Н2 – при последовательной обработке;
- Н1-С1-H2; Н1-С2-Н2; Н1-С3-Н2 – при параллельной обработке;
- Н1-С1-С2-Н2; Н1-С3-Н2 – при параллельно-последовательной обработке.
Детали, поступающие в каждую ячейку РТК, образуют входящий поток (если в момент поступления партии деталей все станки группы заняты, то детали становятся в очередь). Из очереди детали поступают на обработку в соответствии с принятой дисциплиной обслуживания либо сразу же после освобождения любого станка из группы, либо после окончания обработки на лимитирующей позиции РТК (при последовательной системе обслуживания без перегружателей).
После обработки деталей на станке, они передаются в межоперационный накопитель или на склад. В этом случае код заготовки на входе накопителя должен быть равен коду заготовки на выходе станка. При этом и станок, и накопитель должны находиться в зоне обслуживания промышленного робота. Для этого в командной строке программы «Инструмент» (Tools) используется команда «Показ линии связи» (Show links).
Последний накопитель, располагаемый в роботизированной технологической линии (РТЛ), будет имитировать отделение межоперационного склада. Поэтому количество заготовок на выходе должно быть равно партии запуска деталей (количеству деталей, поступающих на первый накопитель линии). Время функционирования системы может быть определено на основе данных, приведенных в диалоговом окне «Время» (Watch).
Оценим производительность станочной системы в зависимости от продолжительности обработки деталей на каждом из станков роботизированной линии, структура которой приведена на рис.1. Технологический маршрут механической обработки детали Н1-С1-С2-С3-Н2; Н2-С4-С5-Н3. Обозначим через xi продолжительность обработки деталей на каждом из пяти станков, а через у – цикловое время обработки деталей на РТЛ. Предполагая, что существует линейная зависимость между каждой независимой переменной (x1, x2, x3, x4 и x5) и зависимой переменной (y), и используя множественный регрессионный анализ MS Excel [1], определим коэффициенты математической модели у=f(xi).
Для построения линейной регрессионной модели необходимо:
1) провести вычислительный эксперимент (табл. 2);
2) обратиться к меню Сервис/Анализ данных/Регрессия MS Excel и определить коэффициенты математической модели, результаты регрессионной статистики и дисперсионного анализа.
Таблица 2.
Результаты определения времени цикла обработки деталей на РТЛ
| y | х1 | х2 | х3 | х4 | х5 |
| 14.2 | 10 | 12 | 8 | 8 | 12 |
| 14.2 | 5 | 12 | 8 | 8 | 12 |
| 14.8 | 15 | 12 | 8 | 8 | 12 |
| 15.6 | 10 | 16 | 8 | 8 | 12 |
| 14.4 | 10 | 8 | 8 | 8 | 12 |
| 14.4 | 10 | 12 | 4 | 8 | 12 |
| 14.8 | 10 | 12 | 12 | 8 | 12 |
| 14.2 | 10 | 12 | 12 | 4 | 12 |
| 15.8 | 10 | 12 | 12 | 12 | 12 |
| 13.8 | 10 | 12 | 12 | 8 | 8 |
| 17.8 | 10 | 12 | 12 | 8 | 16 |
| 21 | 10 | 24 | 12 | 8 | 16 |
| 16.2 | 20 | 12 | 8 | 8 | 12 |
| 18.2 | 25 | 12 | 8 | 8 | 12 |
В итоге обработки экспериментальных данных была получена следующая математическая модель:
При этом множественный коэффициент корреляции R, характеризующий точность модели для имеющихся исходных данных, составил 0,967.
Для рассматриваемой структуры РТЛ производительность будет равна 3,256 шт/мин, если оперативное время х1=12; х2=15; х3=10; х4=11; х5 =15с. Производительность может быть увеличена на 14,3%, если для этой же структуры перераспределить время обработки между станками роботизированной ячейки (13,10,14,16,10 с.).
Рассмотренная система интерактивного моделирования обеспечивает наглядность функционирования многопозиционных РТЛ с различной системой организации технологических процессов.
Предлагаемая методика анализа структурно-компоновочных решений роботизированных комплексов используется в учебном процессе для выбора оптимального технологического решения.
Список литературы:
- М. Коттингхэм. Excel 2000: руководство разработчика: Пер. с англ. – К.: Издательская группа BHV, 2000.-704 с.
- Организационно-технологическое проектирование ГПС/ В. О. Азбель, А. Ю. Звоницкий и др.; Под общ ред. С. П. Митрофанова. Л.: Машиностроение, 1986, — 294 с.
- Усачев Ю.И. Анализ производительности работы автоматизированных участков // Главный механик. – 2014. — N9. – с. 47-52.
- Усачев Ю.И., Сакулин С.В., Тагильцев С.В. Компьютерное моделирование производственных систем с использованием программного модуля «RobotExpert» — журнал «Вестник науки и образования», №2, 2014 г., стр. 16-18.[schema type=»book» name=»МОДЕЛИРОВАНИЕ РОБОТИЗИРОВАННЫХ КОМПЛЕКСОВ » description=»Рассмотрен вариант моделирования роботизированных комплексов механической обработки деталей. Использован метод интерактивного моделирования. Проведены исследования производительности роботизированного комплекса» author=»Усачев Юрий Ильич» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2016-12-27″ edition=»euroasia-science.ru_26-27.02.2016_2(23)» ebook=»yes» ]