

Постоянно расширяющееся использование материалов с памятью формы на основе системы никель-титан(или нитинола)[1, c.46-48] требует увеличения номенклатуры полуфабрикатов из нитинола и их геометрических размеров. К настоящему времени достаточно хорошо освоены технологии производства прутков, проволоки до диаметра 1 мм, узких листов — полосок шириной, как правило, до 200 мм из сплавов на основе системы никель-титан(или нитинола). Производство же листов шириной более 200 мм и труб различных диаметров нуждается в освоении и накоплении статистических данных о механических свойствах, структуре и т.д. Кроме того, на практике листы, предлагаемые на рынке имеют толщину 1,5 мм и более, в то время, как листы толщиной 1,0 мм и менее не только не предлагаются на рынке полуфабрикатов, но и свойства их именно в крупногабаритном или широкоформатном исполнении до сих пор не изучались.
Целью настоящей работы стало изучение физико-механических свойств крупногабаритных листов из сплавов на основе системы никель-титан(или нитинола) следующих размеров: 1,0 мм х 600 мм х 600 мм, 0,7 мм х 600 мм х 600 мм, 0,4 мм х 600 мм х 600 мм. В сравнении с листами толщиной 1,5 мм и более, и шириной не более 200 мм, которые стандартно предлагаются на рынке, исследуемые листы с полным правом можно назвать тонкими и крупногабаритными.
Для достижения поставленной цели изучали листы из бинарного сплава, содержащего никель в количестве 54,88 %, массовых, — остальное титан. Слиток прямоугольного сечения, полученный в установке с вакуумной печью и охлаждаемым тиглем на производстве НиТиМет Компани, подвергли гомогенизирующему отжигу при температуре 1000°С в течение 20 часов в вакуумной камерной печи, фрезерованием очистили боковые поверхности, отрезали литниковую и донную части. На следующем этапе слиток и полученные промежуточные листовые заготовки из него прокатывали на листопрокатных станах в горячую. В промежутках между операциями прокатки промежуточные листовые заготовки подвергали промежуточным отжигам, визуальному контролю, при необходимости обрезали значительно потрескавшиеся кромки заготовок. На этапе прокатки листов в интервале толщин от 7 мм и менее прокатку вели вели в теплую, по очереди меняя направление прокатки и производя промежуточные отжиги. Полученные листы имели ровную светлую матовую поверхность и поперечные размеры 650 мм х 650 мм. Перед исследованиями свойств и структуры листы были обрезаны в размер 600 мм х 600 мм. Толщина исследуемых листов составила 1,1 мм, 0,7 мм и 0,4 мм. Механические свойства полученных проволок исследовали на машине для проведения механических испытаний марки MT-5105 SANS Joining MTS & MTS , температуры фазовых превращение определяли на приборе марки 204 HP Phoenix, для исследований микроструктур использовали микроскоп марки Аltamy МЕТ 1М. Схема отбора образцов была следующая. Образцы для физико-механических испытаний отбирали из центральной точки листа(дальнейшее обозначение образца — Центр) и двух точек, расположенных на концах диагонали, проходящей через центр листа(дальнейшее обозначение образцов — Край 1 и Край 2). Механические свойства испытывали в катанном состоянии и после термообработки(далее Т.О.) по режиму: нагрев образцов до температуры 500°С, выдержка при температуре 500°С в течение 30 минут, охлаждение в воде. Образцы для испытаний вырезали в направлении оси прокатки(последняя деформационная стадия). Результаты механических испытаний образцов, отобранных из листов приведены в таблице 1.
Анализ результатов испытаний механических свойств листов показал, что по ширине листа предел прочности и относительное удлинение для каждого листа соответствующей толщины в состоянии после прокатки можно считать равными, так как расхождения в значениях не составляют более 3%, учитывая тот факт, что допустимой погрешностью при проведении испытаний считается погрешность в отклонении измеряемой величины до 5%.
Таблица 1
Механические свойства листов из исследуемого сплава системы никель-титан(или нитинола).
|
Толщина и состояние образца перед испытанием |
Место отбора образца |
|||||
| Край 1 | Центр | Край 2 | ||||
| σв,МПа | δ,% | σв,МПа | δ,% | σв,МПа | δ,% | |
| 1 мм, катанный | 955 | 23,9 | 960 | 24,1 | 952 | 24,0 |
| 0,7 мм, катанный | 1187 | 18,4 | 1186 | 18,8 | 1185 | 18,5 |
| 0,4 мм, катанный | 1133 | 9,0 | 1135 | 9,27 | 1129 | 9,1 |
| 1 мм, после Т.О. | 1083 | 29,1 | 1074 | 29 | 1079 | 28,7 |
| 0,7 мм, после Т.О. | 1059 | 20,9 | 1055 | 20,8 | 1047 | 20,6 |
| 0,4 мм, после Т.О. | 1018 | 15,4 | 1034 | 15,7 | 1027 | 16 |
После термической обработки листов всех исследуемых толщин отмеченная закономерность продолжает сохраняться. Это свидетельствует о том, что значительное увеличение количества промежуточных отжигов и этапов деформационной обработки(прокатки) с поочередным изменением направлений прокатки в результате обеспечивает равномерную проработку структуры деформируемого металла, что и обеспечивает получение равных механических свойств по всей ширине листов. Здесь следует отметить, что предел прочности листов в зависимости от толщины практически не изменяется или изменяется столь незначительно, что этими изменениями теоретически можно пренебречь или необходимо провести дополнительные исследования, касающиеся изменений предела прочности в зависимости от толщины листа или, фактически, степени деформации. Что же касается изменения значений относительного удлинения, то чем меньше толщина листа или больше степень деформации при прокатке, тем значение этого параметра заметно уменьшается. Классическим объяснением этого эффекта может служить увеличение плотности дефектов кристаллического строения при увеличении степени деформации исследуемого металла, затрудняющее движение дислокаций и, соответственно, уменьшающее пластичность. Практически неизменяемый предел прочности исследуемых листов, по-видимому, является следствием того, что промежуточные отжиги проводятся по режиму, с одной стороны, недостаточному для полного снятия деформационных дефектов в структуре металла, о чем свидетельствует уменьшение значений относительного удлинения, но, с другой стороны, достаточному для реализации дальнейшего деформационного процесса.
Результаты измерения температур фазовых превращений приведены в таблице 2.
Анализ данных, полученных при исследованиях температур фазовых превращений коррелирует с данными испытаний механических свойств листов и свидетельствует о равномерности свойств по их ширине и длине. Увеличение степени деформации материала при прокатке(уменьшение толщины листов) приводит к значительному перемещению интервала температур мартенситного превращения в область более низких отрицательных температур. Что касается интервала температур аустенитного превращения, то здесь также наблюдается аналогичная тенденция, но значительно менее заметно выраженная. Обнаруженные закономерности следует изучить более внимательно, так как подобные данные были получены при исследованиях тончайшей проволоки из из сплавов на основе системы никель-титан(или нитинола)[2, c.72-74 ].
Таблица 2
Температуры фазовых превращений материала листов из исследуемого сплава системы никель-титан(или нитинола) после термообработки по режиму: 500°С/выдержка 30 мин./охлаждение в воде.
|
Толщина листа |
Место отбора образца |
|||||
| Край 1 | Центр | Край 2 | ||||
| Мн/Мк* | Ан/Ак** | Мн/Мк* | Ан/Ак** | Мн/Мк* | Ан/Ак** | |
| 1 мм | -19,0/
-40,0 |
16,5/
30,9 |
-18,8/
-39,3 |
16,3/
31,3 |
-18,7/
39,7 |
16,4/
31,0 |
| 0,7 мм | -23,6/
-49,5 |
10,2/
30,0 |
-23,8/
-50,6 |
10,5/
30,1 |
-23,7/
-49,8 |
10,4/
29,9 |
| 0,4 мм | -30,9/
-57,3 |
9,7/
27,8 |
-31,1/
-57,4 |
9,5/
27,5 |
-30,5/
-56,9 |
10,0/
27,7 |
| Мн/Мк*- температуры начала и конца мартенситного превращения,°С;
Ан/Ак**- температуры начала и конца аустенитного превращения, °С. |
||||||
Типичная микроструктура листов приведена на рисунке 1.
Здесь представлены типичные микроструктуры после Т.О. в направлении оси прокатки. На снимках хорошо видны границы вытянутых в направлении оси прокатки, основными фазами, наблюдаемые представленных микроструктурах, являются матричная фаза TiNi и выделения второй фазы TiNi3 (по данным микрорентгеноспектрального анализа, проведенного на микроскопе JEOL-JSM-7001F).
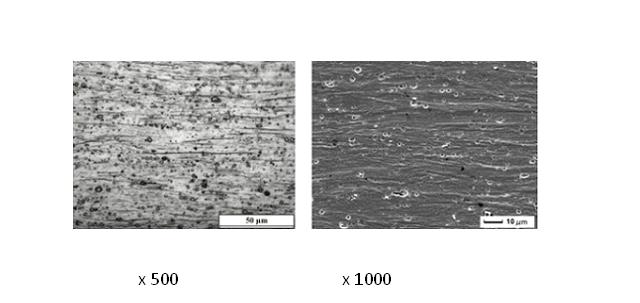

Рисунок 1. Типичная микроструктура листов из исследуемого сплава системы никель-титан(или нитинола) после термообработки по режиму: 500°С/выдержка 30 мин./охлаждение в воде(на примере листа толщиной 0,7 мм).
Выводы. В результате проведенных исследований установлено:
- возможность производства тонких, толщиной менее 1 мм, и крупногабаритных листов шириной и длиной до 600 мм с одинаковым уровнем физико-механических свойств по всей их плоскости;
- уменьшение относительного удлинения листов с уменьшением их толщины или с увеличением степени деформации;
- смещение температурного интервала мартенситного и аустенитного превращений материала листов в область более низких температур с уменьшением толщины листов или с увеличением степени деформации
- Вышеперечисленные данные представляют несомненный научный интерес и создают потребность в более детальном изучении микроструктуры материала листов, в том числе более подробного изучения фазового состава, и других дальнейших исследованиях в данном направлении.
Список литературы:
- Бондарев А.Б. Сверхэлластичные Ni-Ti сплавы с эффектом памяти формы — в науке, технике и медицине. // Русский инженер, №1(36) 2013, стр.46-48.
- Бондарев А.Б. Производство полуфабрикатов из сплавов на основе никелида титана. // Международная конференция «Сплавы с эффектом памяти формы: Свойства, технологии, перспективы. Материалы конференции. 26-30 мая 2014 года, г. Витебск, Белорусь., с.72-74.[schema type=»book» name=»Листы из нитинола, тонкие, крупногабаритные: свойства и структура» author=»Бондарев Андрей Борисович» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-03-27″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_30.04.2015_4(13)» ebook=»yes» ]