

Технология нестинг уже много лет успешно применяется в мебельном производстве. Эта технология позволяет за один установ детали обработать ее до максимальной степени готовности. Такая технология позволяет повысить концентрацию выполнения технологических операций. На одном станке производится выкраивание детали сложной формы из листа, сверление сквозных и глухих отверстий, а также выборка пазов [1].
Применение этой технологии позволяет уменьшить количество применяемых станков и производственных площадей, а также повысить точность изготовления деталей из-за обработки от одной технологической базы.
Для эффективного использования станков, работающих по технологии нестинг, необходима автоматическая подготовка исходных данных и передача их в систему управления станка.
В настоящие время можно выделить ряд программ, формирующих карты фигурного раскроя листовых материалов [2]. При этом они не учитывают целый ряд особенностей работы с основным мебельным материалом – древесностружечной плитой (ДСтП), также высокий уровень автоматизации конструкторско-технологических работ на большинстве предприятий. Поэтому применение в мебельной промышленности программ фигурного раскроя, разработанных для других отраслей, не позволяет добиться заметного эффекта и порождает серьезные проблемы при их практической эксплуатации.
Таким образом, в производстве корпусной мебели в настоящее время сложилось противоречие [3]. С одной стороны, широкое распространение получают новые обрабатывающие центры, работающие по технологии нестинга, а с другой стороны – в существующих САПР отсутствуют решения по формированию оптимальных карт фигурного раскроя и создания управляющих программ, в полной мере учитывающих специфику современного высокоавтоматизированного мебельного производства.
Исходя из этого, актуальной является задача создания программного решения для формирования карт оптимального фигурного раскроя, отражающих следующие технологические особенности производства корпусной мебели в условиях комплексной автоматизации:
- Расположение контуров деталей на плите без пересечений. Помимо этого, детали не только не должны пересекаются, но и между ними должен быть определенный зазор, необходимый для прохода фрезы.
- Для обеспечения зазора между контурами деталей, необходимо формировать эквидистанту к контуру детали (фактически на плиту укладывается не контур детали, а ее эквидистанта). При этом эквидистанту нельзя строить сглаженную, т.к. при движении фрезы по траектории сглаженной эквидистанты не обеспечивается качественная обработка не сопряженных элементов контура. По этой причине траекторию фрезы необходимо формировать в виде «угловой» эквидистанты.
- Расположение деталей с учетом оптимизации хода инструмента при обработке отверстий и пазов.
- При укладке деталей необходимо стремиться к максимальной плотности расположения деталей, поскольку одним из важнейших критериев эффективности технологии нестинг является увеличение коэффициента используемого материала, т.е. отношение площади уложенных деталей к площади используемых плит.
- Одной из определяющих характеристик ДСтП является текстура — преимущественная ориентация элементов, образующих специфический рисунок на пласти плиты материала. Направление текстуры на деталях мебельного изделия исключительно важно в плане реализации дизайнерского замысла в проектируемом ансамбле. Информацию о направлении текстуры материала необходимо учитывать при формировании карат раскроя. При этом, если у детали указано направление текстуры, то при расположении оно должно совпадать с направлением текстуры плиты, то есть угол поворота детали является фиксированным. В случае, если у детали отсутствует направление текстуры, то угол расположения детали может быть произвольным.
- При завершении фрезерования детали небольшого размера, фреза может сдвинуть деталь со своего места и испортить ее. Для решения этой проблемы применяют два метода:
- Формирование перемычек для обеспечения надежной фиксации детали.
- Фрезеровка в два прохода. При первом проходе снимается большая часть толщины материала, а при втором – оставшаяся часть, что обеспечивает меньший сдвиг детали.
- В случае хорошо заточенной фрезы, ширина реза, как правило, равна диаметру фрезы. Дело в том, что хорошо заточенная фреза одинаково качественно обрабатывает кромки с обеих сторон. Если же фреза немного затупилась, то качество обрабатываемых кромок будет различным. На рис. 1 схематично показан процесс фрезерования. Известно, что линейная скорость движения точки по окружности направлена по касательной к ней. При обработке стороны А направление вектора линейной скорости точки касания фрезы и ДСтП совпадает с направлением движения фрезы. Качество обработки этой кромки будет по-прежнему высоким. Для стороны Б векторы скоростей будут иметь противоположное направление, поэтому качество соответствующей кромки будет гораздо ниже. Для обеспечения высокого качества обеих кромок ширина реза задается на несколько миллиметров больше диаметра фрезы. В результате обе кромки обрабатываются при совпадении векторов скоростей, то есть с одинаковым качеством.
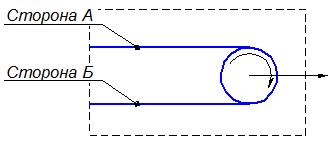

Рисунок. 1. Схема процесса фрезерования
Стоит учитывать то, что карты раскроя, сформированные для одного прохода и двойного прохода, могут отличаться, т.к. с увеличением ширины реза увеличиваются расстояния между деталями.
- Уменьшение количество входов фрезы в материал позволяет значительно увеличить ее срок службы. При формировании карт раскроя необходимо учитывать эту особенность, и располагать детали таким образом, чтобы уменьшить количество входов фрезы.
- В случае, если деталь имеет прямолинейный паз, обрабатываемый пилой, при расположении деталей требуется учитывать величину выхода пилы F, которая показана на рис. 2. Если величина выхода пилы больше, чем расстояние между деталями, то пила при выходе может повредить соседнюю деталь. Для предотвращения порчи деталь необходимо сдвигать на эту величину.


Рисунок. 2. Величина выхода пилы
- Если деталь имеет глухие отверстия и пазы с обеих сторон, то ее необходимо укладывать той стороной, с которой можно выполнить большее количество технологических операций. Отметим, что при наличии отверстий и криволинейных пазов, приоритет целесообразно отдать пазам.
- При формировании карт раскроя детали небольшого размера необходимо размещать ближе к середине исходного листа, т.к. в середине листа вакуум имеет наиболее низкое давление, из-за чего деталь меньше подвержена сдвигам.
- В случае двухсторонней обработки детали, технология нестинга позволяет обработать только одну сторону. После этого деталь необходимо отправить для доработки на фрезерно-присадочный станок. В этом случае возникает вопрос о позиционировании такой детали, т.к. у детали, имеющей сложный контур, нет прямых углов, и ее невозможно позиционировать. В этом случае у детали необходимо сформировать прямой угол для позиционирования (рис. 3).
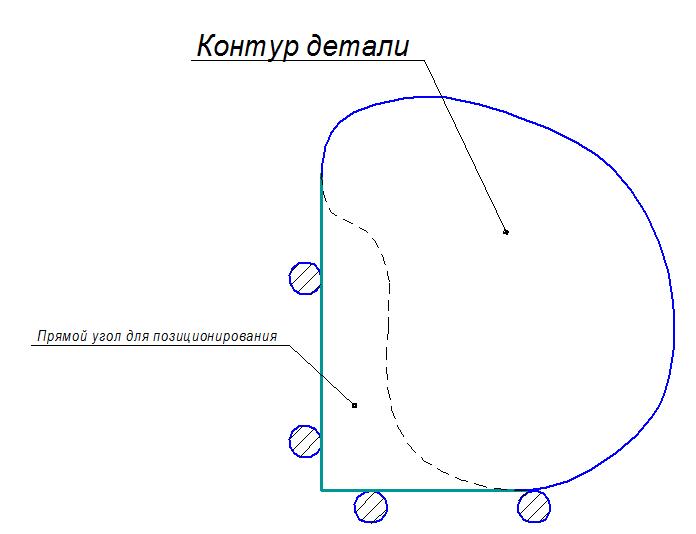

Рисунок. 3. Прямой угол для позиционирования детали
- Существенно сэкономить материал позволит система создания и учета обрезков при формировании карт раскроя.
Решение задачи формирования оптимальных карт раскроя для технологии нестинга, учитывающей технологические особенности и ограничения, рассмотренные выше, позволит создать эффективное программное обеспечение, которое повысит технологичность карт фигурного раскроя и выведет применение этой технологии на более качественный уровень.
Литература
- Васильев В. Потребители голосуют за нестинг / Фабрика мебели – 2012–№6–с.44-50.
- Бунаков П.Ю., Килинг К.В. Проблемы и перспективы использования фигурного раскроя в производстве корпусной мебели / Актуальные вопросы современной информатики: материалы IV Всероссийской (с международным участием) заочной научно-практической конференции (1-15 апреля 2014 г.). – Коломна: Московский государственный областной социально-гуманитарный институт, 2013. – с.174-179.
- Бунаков П.Ю., Килинг К.В. Методика реализации технологии псевдонестинга в САПР БАЗИС / САПР и графика – 2014–№1–с.30-33.[schema type=»book» name=»К ВОПРОСУ ОБ АВТОМАТИЗАЦИИ ТЕХНОЛОГИИ НЕСТИНГ В МЕБЕЛЬНОМ ПРОИЗВОДСТВЕ» author=»Килинг Кирилл Вячеславович, Бунаков Павел Юрьевич» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-04-20″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_ 28.03.2015_03(12)» ebook=»yes» ]