

Одним из основных секторов экономики современной России является нефтегазовый комплекс. Рентабельность которого существенно зависит от трубопроводных систем, являющихся основными артериями связывающими поставщиков углеводородного сырья с потребителем. Таким образом, от работоспособности и надежности трубопроводных магистралей зависит не только рентабельность нефтегазового сектора, но и экономика страны в целом.
Как известно, жизненный цикл трубопровода делят на три основных этапа:
I- период приработки;
II- период стабильной работы или эксплуатации;
III- период изнашивания.
Таким образом, большая часть современных трубопроводных магистралей (более 60%) перешла на третий этап жизненного цикла. На этом этапе для трубопровода характерным является зарождение и развитие различного рода дефектов. На рисунке 1 приведена диаграмма показывающая распределение дефектов в стенке трубопровода по типам.
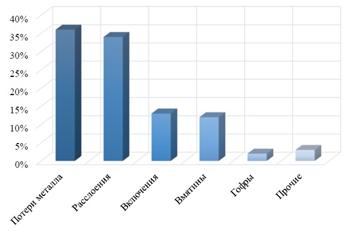

Рисунок 1. Распределение дефектов в стенке трубопровода по типам
Как видно из данных рисунка 1 наиболее распространенными дефектами являются дефекты типа «потеря металла», которые чаще всего наблюдаются в виде локальных коррозионных повреждений хаотично расположенных по телу трубы.
Наличие большого количества дефектов, приводит к ослаблению стенки трубы и как следствию частичной или полной потере несущей способности трубопроводом. Следовательно, для предупреждения развития аварийной ситуации и разгерметизации нефтепровода следует проводить ремонт дефектного участка.
Как правило, ремонт участков линейной части нефтепровода поврежденных коррозией проводят следующим образом:
— капитальный ремонт, заключающийся в остановке перекачки на ремонтируемом участке и последующей вырезке дефектного участка с вваркой так называемой «катушки» или цельной трубы;
— установка муфтовой конструкции, заключающейся в усилении поврежденного участка муфтой;
— заваркой, при этом участок стенки трубы содержащий коррозионное повреждение вышлифовывают, после чего выполняют наплавку и восстанавливают нормативную толщину стенки.
Капитальный ремонт дефектного участка является дорогостоящим процессом, причем экономическая эффективность трубопровода в этот период резко снижается, т.к. необходима остановка перекачки продукта.
Установка муфтовой конструкции является достаточно прогрессивным методом ремонта, однако требует дополнительных капиталовложений и проведение масштабных земляных, изоляционных и сварочных работ.
Ремонт коррозионных повреждений наплавкой является более предпочтительным методом ремонта, т.к позволяет восстанавливать поврежденный участок без остановки перекачки продукта. Однако, требуется снижение рабочего давления до ремонтного, которое рассчитывается согласно формулы 1.


где σв – предел прочности материала трубы при растяжении, МПа; m1 – коэффициент условий работы трубопровода, назначаемый в зависимости от категории нефтепровода; h – глубина дефекта, мм; hсв — глубина проплавления при выполнении первого наплавочного слоя, мм, которая определяется по табличным данным; n2 – коэффициент надежности по нагрузке, назначаемый в зависимости от характера, вида нагрузки, способа прокладки трубопровода;
k1 – коэффициент надежности по материалу, назначаемый в зависимости от характеристики трубной стали и технологии изготовления трубы; k2 – коэффициент надежности по назначению трубопровода; D – наружный диаметр нефтепровода, мм.
Необходимость снижения давления при ремонте коррозионных повреждений стенки трубопровода наплавкой обусловлена возникновением теплового эффекта приводящего к нагреву стенки и частичной или полной потере несущей способности на восстанавливаемом участке. Потеря несущей способности вследствие нагрева при ремонте объясняется снижением предела прочности трубной стали. На рисунке 1 показано изменение предела прочности трубной стали 17Г1С при нагреве.
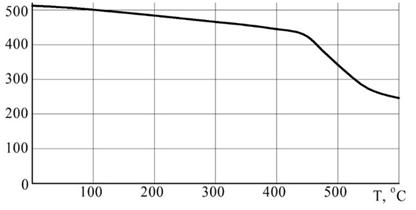

Рисунок 2. Изменение предела прочности трубной стали 17Г1С в зависимости от температуры нагрева
Также следует учитывать, что предел прочности и предел текучести металла с течением времени также изменяется. Как правило с увеличением длительности эксплуатации нефтепровода наблюдается увеличение предела прочности и уменьшение предела текучести трубной стали (рисунок 2), что свидетельствует о переходе стали в хрупкое состояние.
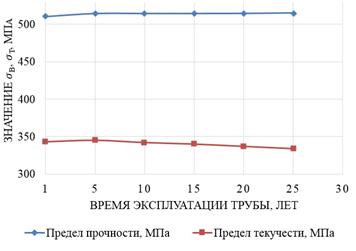

Рисунок 3. Изменение предела прочности и предела текучести трубной стали 17Г1С в зависимости от длительности эксплуатации нефтепровода
Сопоставляя вышеизложенное с данными уравнения 1, становится очевидным, что данное уравнение не учитывает изменение механических свойств стали при ремонте стенки трубы наплавкой, а также в следствии воздействия временного фактора.
Следует отметить, что различные способы наплавки имеют различные характеристики, в частности наиболее важной характеристикой способа сварки является эффективная тепловая мощность и скорость наплавки, т.е. скорость перемещения источника тепла. Очевидно, что уменьшение эффективной тепловой мощности и увеличение скорости наплавки приведет к уменьшению проплавления и меньшим тепловложениям, что позволит снизить глубину температурного разупрочнения и повысить несущую способность трубы на ремонтном участке.
В настоящее время, нормативными документами рекомендовано только ручная дуговая наплавка покрытыми электродами. Однако данный способ хоть и универсален, но является низкопроизводительным, в частности это выражается в низких скоростях наплавки приводящих к возникновению обширного теплового воздействия. Для решения данной проблемы предложено внедрить наплавку порошковой проволокой.
Проведенные натурные эксперименты позволили получить компьютерную модель, наглядно показывающую нагрев металла стенки трубы при наплавке ручным дуговым способом (далее по тексту РД) в сравнении с наплавкой порошковыми проволоками (далее по тексту МПС). Пример теплового анализа представлен на рисунке 4.
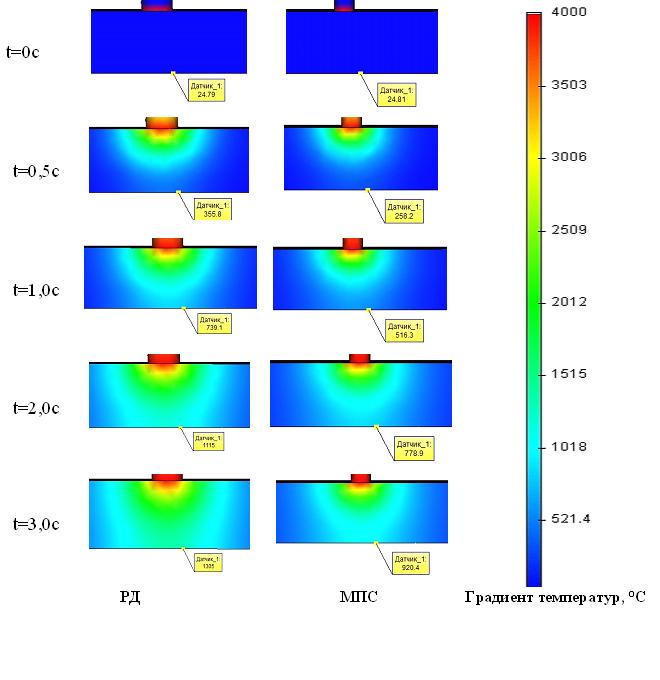

Рисунок 4. Сравнение нагрева стенки трубы при ремонте коррозионных повреждений наплавкой МП и МПС способами
Как видно из данных представленных на рисунке 4, при РД способе наблюдается существенно больший нагрев стенки трубы в сравнении с МПС способом.
В ходе дальнейших исследований процесса нагрева стенки трубы при ремонте методом наплавки была получена номограмма (рисунок 5), позволяющая определить прочность металла стенки трубы в зоне нагрева.
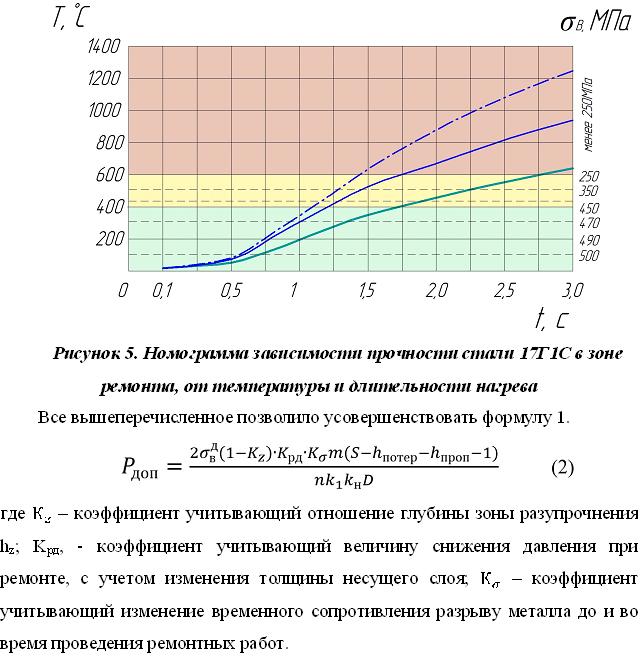

Результаты расчета по формуле 2 представлены на рисунке 6.
На рисунке 4.2 приведено сравнение величины предельного давления в нефтепроводе при ремонте без остановки перекачки, рассчитанного по уравнениям 1.5 и 4.9
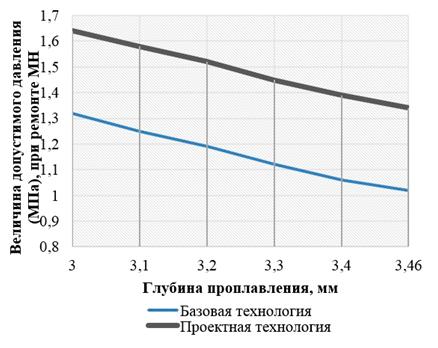

Рисунок 6. Сравнение давления в нефтепроводе при базовой и проектной технологии ремонта
Таким образом, из анализа рисунка 6 видно, что проектная технология ремонта предпочтительнее базовой, т.к. позволяет повысить давление при ремонте нефтепровода.
Список литературы:
- Иванов В.А., Лысяный К.К. Надежность и работоспособность конструкций магистральных нефтепроводов. Тюмень: Нефтегазовый университет, 2003. – 319 с.
- РД 23.040.00-КТН-090-07 — «Классификация дефектов и методы ремонта дефектов и дефектных секций действующих магистральных нефтепроводов». – Уфа: ИПТЭР, 2007. – 69 с.
- Рыбин В.А. Исследование теплового воздействия от сварочной дуги на стенку трубопровода при ремонте дефекта типа «потеря металла» / В.А. Рыбин/ Экспозиция нефть газ. – 2015 — №1 (40). – с 60-61.
- СП 33.13330.2012 — «Свод правил расчет на прочность стальных трубопроводов актуализированная редакция СНИП 2.04.12-86».[schema type=»book» name=»ИССЛЕДОВАНИЕ НЕСУЩЕЙ СПОСОБНОСТИ НЕФТЕПРОВОДОВ ПРИ РЕМОНТЕ КОРРОЗИОНЫХ ПОВРЕЖДЕНИЙ НАПЛАВКОЙ » description=»Цель работы – исследовать изменение несущей способности нефтепровода при ремонте коррозионных повреждений наплавкой. Метод – проведение натурного и численного экспериментов, компьютерное моделирование, математическое планирование и регрессионный анализ. Результаты: — предложен более совершенный способ наплавки при ремонте коррозионных повреждений стенки трубопровода; — получена номограмма показывающая изменение предела прочности стали в зависимости от температуры и длительности нагрева; — получено уравнение, позволяющее определить величину давления в трубе при ремонте коррозионных повреждений наплавкой, с учетом длительности эксплуатации нефтепровода, а также глубины зоны температурного разупрочнения. Выводы: — анализ статистических данных показал, что наиболее распространенными дефектами магистральных нефтепроводов являются локальные коррозионные повреждения, приводящие к уменьшению толщины стенки трубы и снижению несущей способности нефтепровода; — проведенные исследования показали, что увеличение длительности эксплуатации нефтепроводов приводит к охрупчиванию металла трубы и росту вероятности возникновения аварийной ситуации; — анализ данных компьютерного моделирования показал, что внедрение наплавки порошковыми проволоками позволяет снизить глубину температурного разупрочнения стенки трубы, тем самым увеличивая несущую способность нефтепровода в ремонтный период.» author=»Рыбин Василий Александрович» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-01-25″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_31.10.15_10(19)» ebook=»yes» ]