

Проблема повышения эффективности процессов механообработки обусловливает необходимость углубленных исследований физических закономерностей, сопровождающих отделение срезаемого слоя от заготовки. При резании процесс пластической деформации реализуется по схеме сжатия и простого сдвига [1]. При этом многочисленными исследованиями показано, что на верхней границе зоны стружкообразования и в зоне вторичной деформации (рис. 1) отдельные зерна согласовано формоизменяются и выстраиваются в цепочку в плоскости сдвига, образуя так называемую текстуру.
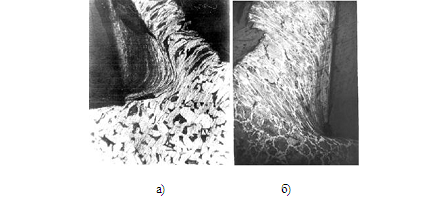

Рисунок 1. Локализация деформации и текстура в корне стружки:
а — в зоне стружкообразования при резании стали 10 (видны зерна цементита, вытянутые вдоль плоскости сдвига) при V = 30 м/мин; б — при V = 250 м/мин (х 60)
Экспериментально установлено, что τСДВ сопротивление пластическому деформированию в условной плоскости сдвига при обработке сталей оказывается постоянным, что связывается с деформационным насыщением, т.е. достижением предельного уровня деформации (упрочнения).
С ростом скорости при обработке сталей происходит последовательное изменение вида стружки – от элементной к сливной, а далее к сегментной (суставчатой). Следует отметить, что сегментная стружка образуется при обработке титановых и жаропрочных сплавов уже при низких скоростях резания. Причем при обработке титановых сплавов сегментная стружка может формироваться в широком диапазоне скоростей резания.
Одним из первых механизм образования сегментной стружки при высоких скоростях резания изучал М.И. Клушин [1], который связал это с адиабатическими условиями деформаций, т.е. температурным разупрочнением. Иначе говоря, согласно [1], при высоких скоростях резания условия деформирования в зоне стружкообразования таковы, что теплота от деформации в зоне локализованного сдвига не успевает уйти, т.е. диффузионные процессы не могут реализоваться и τСДВ снижается. Предполагают, что при резании [1] титанового сплава более низкие значения τСДВ по сравнению с τСДВ при резании сталей обусловлено именно этим обстоятельством. В работе [5] такой механизм формирования элемента стружки в зоне стружкообразования назван даже «разрушающим термопластическим сдвигом».
Возможность реализации адиабатического сдвига в работах [2-7] при резании также связывается, прежде всего, с низкими значениями теплопроводности и температуропроводности.
Однако экспериментальные данные указывают на постоянство сопротивления сдвигу в широком диапазоне скоростей резания, а низкие значения τСДВ при обработке титановых сплавов, как показывают наши исследования, связаны с их низкой ЭДУ и охрупчиванием границ зерен примесями [9].
Следует заметить, что при обработке жаропрочных сплавов [2] τСДВ оказывается высоким. При обработке закаленных сталей скорости резания, при которых происходит переход сливной стружки к сегментной, снижаются. Кроме того, сегментная стружка образуется и при резании алюминиевых сплавов, а также чистых материалов, т.е. материалов, не подвергающихся сильному деформационному упрочнению. Известно, что температуропроводность алюминиевых сплавов является высокой, а после термообработки сталей она не изменяется.
В работе [2] показано, что fстр – частота сегментного стружкообразования, толщина элемента стружки (сегмента) зависит от фрикционных свойств инструментального материала, в частности, при резании инструментом с покрытием наблюдалось увеличение fстр частоты стружкообразования и толщины стружки. Данные исследования показывают также, что контактные процессы в зоне вторичных деформаций стружки оказывают большое влияние на напряженно-деформированное состояние в зоне стружкообразования, угол сдвига, а также и на вид стружки.
Современный уровень достижений области физики твердого тела [9-11], физики металлов, квантовой механики позволяет рассмотреть процессы деформации и разрушения срезаемого слоя на атомном уровне, в частности, путем моделированием прочности межатомной связи в различных материалах, определяющих сопротивлению сдвигу элемента стружки при резании.
Целью работы явилось исследование механизмов пластической деформации на атомном уровне и определение связи параметров, характеризующих сопротивление сдвигу при резании, с параметрами, определяющими механизмы деформации различных типов кристаллической решетки.
Традиционное рассмотрение пластической деформации [9, 10] предполагает начало пластического течения при напряжении τт текучести и учитывает только деформационное упрочнение. Это ошибочное описание является следствием того, что не учитываются в теории градиентов напряжения пластического течения. Неоднородность напряженного состояния в деформируемом кристалле обусловливает релаксационный характер пластического те чения. Гидростатические давления способствуют релаксации упругих напряжений на границах зерен. В соответствие с [9, 10], в случае высокой энергии дефекта упаковки (ЭДУ) материала зерно при деформировании поворачивается как целое. В основе этого явления лежит относительно высокая подвижность зернограничных дислокаций (ЗГД) и возникновения в нагруженном поликристалле моментных напряжений. Это эффект зависит от обрабатываемого материала и состояния границ зерен. Поворотные М моменты, обусловливающие поворот зерен (реализацию ротационной моды деформации), способствуют формированию цепочки зерен, вытянутых вдоль верхней границы стружкообразования с образованием текстуры (рис. 2), т.е. согласованный поворот зерен без нарушения сплошности при этом сохраняется непрерывность действия напряжений и деформации. В ряде работ показано, что процессы, сдерживающие сдвиговую деформацию зерен, сдерживают и скольжение по границам зерен. В результате сдвиг будет происходить не в единственной плоскости скольжения, а путем сдвига большого числа атомных плоскостей скольжения.
Образование текстуры свидетельствует о том, что в условиях специфического напряженного состояния в зоне стружкообразования реализуется эффективная релаксация концентраторов напряжений в стыках поворачивающихся зерен. В результате достигаются высокие степени деформации (ɛ 2…10 [6]) и значительное внутризеренное упрочнение. Следовательно, в таких условиях работа источников деформации становится скорелированной и самоорганизованной, что обусловливает самоустановление [8] угла скольжения (сдвига) β и минимум затрачиваемой энергии.
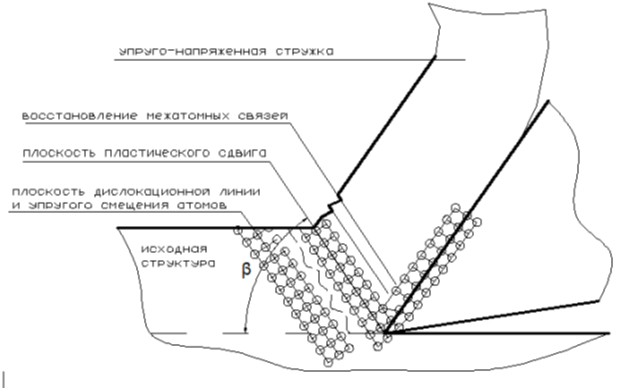

Рисунок2. Схема атомной структуры обрабатываемого материала на нижней и верхней границах зоны стружкообразования, а также в зоне вторичной деформации прирезцового слоя стружки (пластического контакта) и передней поверхности инструмента
На рис. 2 приведена упрощенная схема процесса резания, где условно показаны межатомные связи как на нижней границе сдвига стружки, так и на верхней, т.е. на плоскости сдвига. Следует отметить, что пластическая деформация, в противоположность упругой, столь значительна, что вызывает разрыв межатомных связей, которые до деформации были соседями. Пластическая деформация происходит в том случае, когда к разрыву межатомных связей приводит возрастание напряжений во всем деформированном объеме до величины, равной теоретической прочности, т.е. порядка 0,1В (В-модуль всестороннего сжатия). Однако в большинстве реальных материалов пластическая деформация имеет место при уровне напряжений более низком, чем теоретическая прочность, вследствие наличия в материалах дислокаций.
Исследования показывают, что на сопротивление пластической деформации срезаемого слоя большое влияние оказывает тип кристаллической решетки обрабатываемого материала, его ЭДУ, наличие примесей на границах зерен и способность материала релаксировать на границах зерен. Влияние этих параметров проявляется через виды диссипативных структур, формирующихся в процессе деформации срезаемого слоя и определяющих ее локализацию. В этой связи вид стружки будет существенно определяться указанными факторами.
Список литературы:
- Клушин, М.И. О физических основах сверхскоростного резания // Труды ГПИ, 1961. Т. ХVII. Вып. 4. С. 15–22.
- Бобров, В.Ф. Особенности образования суставчатой и элементной стружек при высокой скорости резания / В.Ф. Бобров, А.И. Сидельников // Вестник машиностроения. 1976. №7. С. 61–66.
- Филимонов, Л.Н. Особенности стружкообразования в условиях локального термопластиче- ского сдвига при высокоскоростном резании / Л.Н. Филимонов, Л.Н. Петрашина // Вестник машиностроения. 1993. № 5–6. С. 23–25.
- Макаров, В.Н. Термодинамика высокоскоростной лезвийной обработки / В.Н. Макаров, С.Л. Проскуряков // Вестник машиностроения. 1993. № 5–6. С. 28–29.
- Рехт, Р.Ф. Разрушающий термопластический сдвиг // Тр. Амер.общества инж.-механиков: [пер. с англ.]. Т. 31. Сер. Е. № 2. – М.: МИД, 1964. С. 189–193.
- Зорев, Н.Н. Вопросы механики процесса резания / Н.Н. Зорев. – М.: Машгиз, 1956. – 365 с.
- Клушин, М.И. Резание металлов / М.И. Клушин. – М.: Машгиз, 1956. – 363 с.
- Кабалдин, Ю.Г. Резание металлов в условиях адиабатического сдвига элемента стружки // Вестник машиностроения. 1995. № 7. С. 19–25.
- Панин, В.Е. Структурные уровни локализации деформации / Кооперативные деформацион-ные процессы и локализация деформации: сб. ст. – Киев: Наукова думка, 1989. С. 38–57.
- Панин, В.Е. Новая область физики твердого тела // Изв. вузов. Физика. 1987. № 1. С. 3–8.
- Пригожин, И.Р. Термодинамическая теория структур, устойчивости и флуктации / И.Р. При-гожин, Л. Гленсдорф. – М.: Мир, 1973. – 280 с.[schema type=»book» name=»АТОМНЫЙ ПОДХОД К ПРОЦЕССАМ ДЕФОРМАЦИИ СРЕЗАЕМОГО СЛОЯ ПРИ РЕЗАНИИ» description=» Изложен атомный поход к процессам деформации и разрушения стружки при резании. Установлена связь сопротивления сдвигу вида стружки с параметрами, характеризующими энергетическое состояние кристаллической решетки, ее ЭДУ, теплоту плавления. Указаны пути повышения эффективности процесса резания. » author=»Кабалдин Юрий Георгиевич, Кузьмишина Анастасия Михайловна, Желонкин Максим Викторович» publisher=»БАСАРАНОВИЧ ЕКАТЕРИНА» pubdate=»2017-02-02″ edition=»ЕВРАЗИЙСКИЙ СОЮЗ УЧЕНЫХ_26.09.15_10(18)» ebook=»yes» ]